

ABS пластыкавыя ліццё вытворцы перад фармаваннем, пластык павінен быць цалкам высушаны. Калі матэрыялы, якія змяшчаюць ваду, трапляюць у паражніну формы, на паверхні прадукту з'яўляюцца дэфекты, падобныя на срэбную стужку, і пры высокіх тэмпературах будзе адбывацца нават гідроліз, што прывядзе да дэградацыі матэрыялу. Такім чынам, матэрыял павінен быць папярэдне апрацаваны перад фармаваннем, каб матэрыял мог падтрымліваць адпаведныя […]
Архіў катэгорыі: Blog
Сыравіна для ПК мае выдатныя характарыстыкі, высокую празрыстасць, добрую ўдарную глейкасць, устойлівасць да паўзучасці і шырокі дыяпазон працоўных тэмператур. Працэсныя характарыстыкі ПК наступныя: глейкасць расплаву менш адчувальная да хуткасці зруху, але больш адчувальная да тэмпературы, відавочнай тэмпературы плаўлення няма, глейкасць расплаву высокая, смала лёгка […]

Медыцынскія вырабы для ліцця пад ціскам Паколькі патрабуецца добрая празрыстасць, высокая зносаўстойлівасць і добрая ўдарная глейкасць, трэба правесці шмат працы над складам пластмас, працэсам усяго працэсу ліцця пад ціскам, абсталяваннем, формамі і г.д. ., каб пераканацца, што гэтыя пластмасы выкарыстоўваюцца для замены шкла (далей […]

Гэты стандарт у асноўным прадугледжвае метады кантролю і выпрабаванняў розных пластмасавых вырабаў, вырабленых метадам ліцця пад ціскам. Гэта дастасавальна да праверкі агульных вытворцаў пластыкавых вырабаў для ліцця пад ціскам HDPE. Гэты стандарт прызначаны толькі для звычайнай праверкі. Асаблівыя патрабаванні падпарадкоўваюцца PARTSPEC. Тлумачэнне распаўсюджаных дэфектаў 1 Сляды апёкаў (RURNS): раскладанне матэрыялу выклікала […]
З'яўляючыся танным і высокаэфектыўным інжынерным пластыкам, PPS усё шырэй выкарыстоўваецца ў ліцці пластыка пад ціскам на заказ. Тым не менш, яго характарыстыкі фармавання заўсёды былі абмежаваннем для яго шырокага выкарыстання, і як палепшыць яго задзірыны - гэта таксама праблема, якую вывучаюць розныя аддзелы фармавання. 1. Уводзіны ў характарыстыкі PPS інжынерных матэрыялаў PPS, […]

Медыцынскія двухкаляровыя кампаніі па ліцці пластмас пад ціскам усталявалі стандарты для зацвярджэння прэс-формаў з трох аспектаў: структура формы, якасць пластыкавых дэталяў і патрабаванні да працэсу ліцця пад ціскам. Зыходзячы з гэтага, якасць формы ацэньваецца і ацэньваецца ў надзеі на пастаяннае паляпшэнне якасці формы; гарантаваць, што форма можа нармальна быць запушчана ў вытворчасць і вырабляць пластык […]

Аналіз прычын і мер барацьбы з чорнымі плямамі і прымешкамі ў цэнтральнай кансолі пад ціскам. Дэфекты чорных плям і прымешкі з'яўляюцца найбольш важнымі фактарамі, якія выклікаюць хуткасць лому ў звычайных вытворчых працэсах. У асноўным яны ўплываюць на знешні выгляд вырабаў і прыводзяць да ўтылю. Прымешкі і большасць чорных плям з'яўляюцца староннімі рэчывамі і маюць […]
Хвалі або баразёнкі з'яўляюцца агульнымі дэфектамі фрэзерных вырабаў для ліцця пад ціскам. Як правіла, дэфекты паверхні, выкліканыя паўзай піку патоку з-за недастатковага ціску ўпырску або зніжэння хуткасці ўпырску, з'яўляюцца вынікам індукцыі напружання ў прадукце. Розныя формы дэфектаў паверхні маюць розныя прычыны. Вывучэнне гэтых прычын і пазбяганне іх - гэта […]

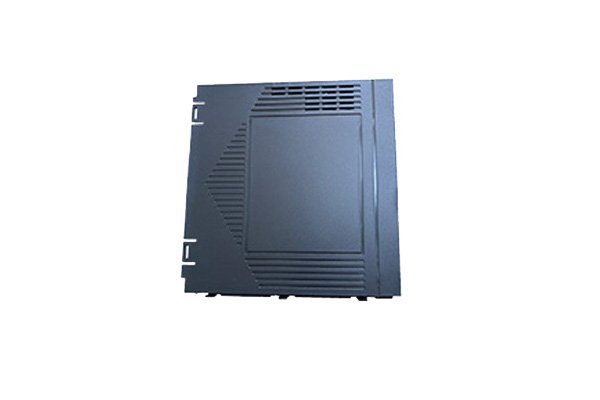
Фабрыка па апрацоўцы абалонкі электроннага прадукту пасля вызначэння формулы маткавай сумесі для напаўнення працэс грануляцыі з'яўляецца важным фактарам, які вызначае якасць маткавай сумесі. (1) Тэмпература нагрэву Тэмпература нагрэву залежыць ад тэмпературы размякчэння або тэмпературы плаўлення смалы-носьбіта. Чым вышэй тэмпература размякчэння або плаўлення […]

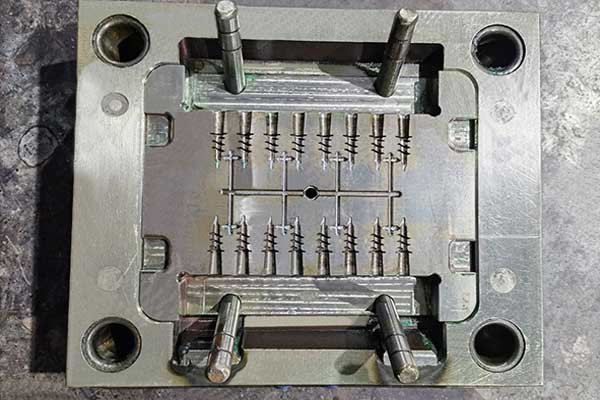
Гульнявой кантролер ліцця пад ціскам вытворцы перад фармаваннем пластык павінен быць цалкам высушаны. Калі матэрыялы, якія змяшчаюць ваду, трапляюць у паражніну формы, на паверхні прадукту з'яўляюцца дэфекты, падобныя на срэбную стужку, і пры высокіх тэмпературах будзе адбывацца нават гідроліз, што прывядзе да дэградацыі матэрыялу. Такім чынам, матэрыял павінен быць папярэдне апрацаваны перад фармаваннем, каб матэрыял мог […]