

Elektroonikatoodete kestade survevaluprotsessi käigus on rabedad pragunemised tavaline probleem, mida võivad põhjustada mitmesugused tegurid. Järgnevalt on analüüsi- ja parendussoovitused vormide, seadmete, toorainete, protsesside ja tootekujunduse kohta. 1. Vormi aspekt 1. Värava suurus: kui värav on liiga väike, kaaluge […]
Siltide arhiivid: Electronic product shell processing factory

Sähvatus, tuntud ka kui ülevool, rästik või rästik, tekib tavaliselt vormi eraldusasendis, nagu dünaamilise vormi ja staatilise vormi eralduspind, liuguri libisev osa, vahetüki absoluutne vahe ja ejektori tihvti poorid. Välklambi generatsioon on suures osas […]
1. Pigmendi- ja värvilisandid Teine viis plastosade ehtsuse kindlakstegemiseks on plastosade segamine pigmentide või värvainetega. Elektrooniliste toodete kestade töötlemise tehased kasutavad avatud osade ja ultraviolettkiirguse alade analüüsimiseks spektromeetreid. Need pigmendid või värvained näitavad ainulaadseid mustreid. Isegi kui võltsijad kasutavad oma nahal väga sarnaseid värve […]

Elektroonilise toote kesta töötlemise tehas pärast täitepõhisegu valemi kindlaksmääramist on granuleerimisprotsess oluline tegur, mis määrab põhisegu kvaliteedi. (1) Kuumutustemperatuur Kuumutustemperatuur sõltub kandevaigu pehmenemis- või sulamistemperatuurist. Mida kõrgem on pehmenemis- või sulamistemperatuur […]

1. AR-klaaside survevalutooted valgete joonte moodustamine 1.1 Valgete joonte mikroskoopiline selgitus: Kui plastile avaldatakse tõmbepinget, tekivad pinge kontsentratsiooni tõttu kavitatsioonitriibu kujulised deformatsioonialad. Need triibu tasapinnalised alad peegeldavad tugevalt nähtavat valgust, moodustades materjali pinnale hõbevalge läike, mida tavaliselt tuntakse valgete joontena. […]

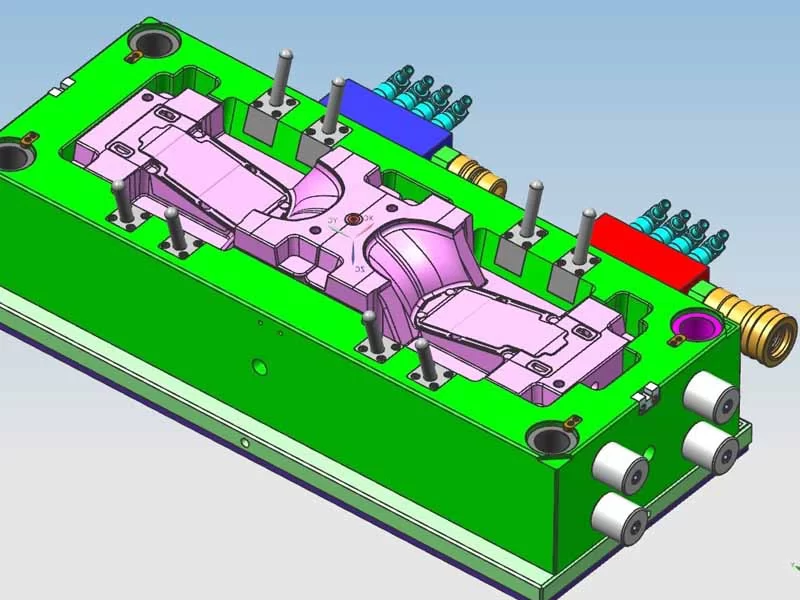
Survevorme tuleks survevalumasina ja vormi tavapärase töötamise ajal testida vormi erinevate omaduste suhtes ning mõõta lõplike vormitud plastosade mõõtmeid. Seda teavet saab kasutada vormi hetkeseisundi määramiseks, õõnsuse, südamiku, jahutussüsteemi ja […]

Lepinguga plasttootmisettevõtted Plasti survevalu defektid: põhjused ja lahendused Täitedefektid Täitedefektid põhjustavad sageli mittetäielikku täitmist või servade kokkuvarisemist, mille tulemuseks on defektsed tooted, materjali, töö ja aja raiskamine. Võimalikud põhjused on järgmised: Düüsi temperatuur: Liiga madal materjalivaru: ebapiisav voolavus: halb sissepritserõhk: liiga madal värav: liiga väike või valesti paigutatud vormi pind: […]
1. tegur: kui plast süstitakse suure rõhu all suurde õõnsusse, tekib suure tõenäosusega sulamurd. Sel ajal tekivad sulandi pinnale põikmurrud ja murdumiskoht segatakse jämedalt plastosa pinnale, moodustades põlenud koha. Eriti kui väike […]
Sissejuhatus Autode survevalutehnoloogia pideva täiustamisega on hädavajalik minimeerida plastist survevalu kokkutõmbumisprobleemi ja parandada toote kvaliteeti. Lahendus Plastist survevaludetailide paksemates osades, nagu ribid või eendid, tekkinud kokkutõmbumine on tõsisem kui külgnevates kohtades. Seda seetõttu, et […]