

abs plastist vormimise tootjad enne vormimist tuleb plast täielikult kuivatada. Kui vett sisaldavad materjalid satuvad vormiõõnde, tekivad toote pinnale hõbepaelalaadsed defektid ning kõrgel temperatuuril toimub isegi hüdrolüüs, mis põhjustab materjali lagunemist. Seetõttu tuleb materjali enne vormimist eeltöödelda, et materjal säilitaks sobiva […]
Autorite arhiiv: sing-oi
PC-toormaterjalidel on suurepärane jõudlus, kõrge läbipaistvus, hea löögikindlus, libisemiskindlus ja lai töötemperatuuride vahemik. PC protsessi omadused on järgmised: sulamisviskoossus on nihkekiiruse suhtes vähem tundlik, kuid tundlikum temperatuuri suhtes, sulamistemperatuur puudub, sulamistemperatuur on kõrge, vaik on kerge […]

Meditsiinilised survevalutooted Kuna nõutakse head läbipaistvust, suurt kulumiskindlust ja head löögikindlust, tuleb palju tööd teha plasti koostise, kogu survevaluprotsessi protsessi, seadmete, vormide jms osas. ., tagamaks, et need klaasi asendamiseks kasutatavad plastid (edaspidi […]

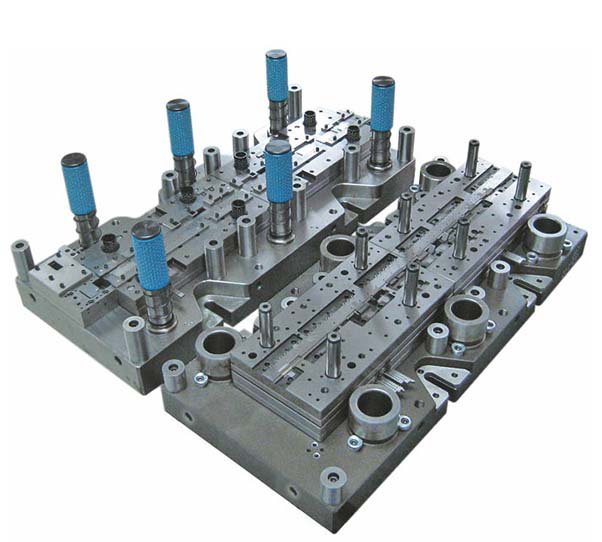
See standard sätestab peamiselt erinevate survevalu teel toodetud plasttoodete kontrolli- ja katsemeetodid. See on kohaldatav üldise HDPE plastist survevaluvormi tootja kontrollimiseks. See standard on mõeldud ainult rutiinseks kontrolliks. Erinõuetele kohaldatakse PARTSPEC. Levinud defektide selgitus 1 Põletusjäljed (RURNS): materjali lagunemine põhjustas […]
Odava ja suure jõudlusega insenerplastina kasutatakse PPS-i üha laialdasemalt kohandatud plasti survevalu valmistamisel. Kuid selle vormimisomadused on alati piiranud selle laialdast kasutamist ja selle jämede parandamine on samuti probleem, mida uurivad erinevad vormimisosakonnad. 1. Sissejuhatus PPS-i tehniliste materjalide PPS omadustesse, […]

Meditsiinilised kahevärvilised plastist survevaluettevõtted on kehtestanud vormide kinnitamise standardid kolmest aspektist: vormi struktuur, plastosade kvaliteet ja survevaluprotsessi nõuded. Selle põhjal hinnatakse ja hinnatakse vormi kvaliteeti, lootes vormi kvaliteeti pidevalt parandada; tagada, et vormi saaks normaalselt tootmisse panna ja toota plasti […]

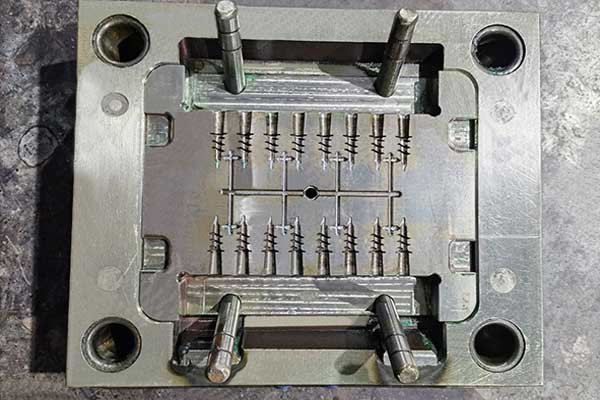
Keskkonsooli survevalu mustade laikude ja lisandite põhjuste ja vastumeetmete analüüs. Mustade laikude ja lisandite defektid on kõige olulisemad tegurid, mis põhjustavad tavalistes tootmisprotsessides praaki. Need mõjutavad peamiselt toodete välimust ja põhjustavad lammutamist. Lisandid ja enamik mustad laigud on võõrained ja neil on […]
Lained või sooned on ruuteri survevalutoodete tavalised defektid. Üldjuhul on pinnadefektid, mis on põhjustatud ebapiisavast sissepritserõhust või vähenenud sissepritsekiirusest tingitud voolupiigi pausist, toote pinge esilekutsumisest. Erinevatel pinnadefektide vormidel on erinevad põhjused. Nende põhjuste uurimine ja nende vältimine on […]

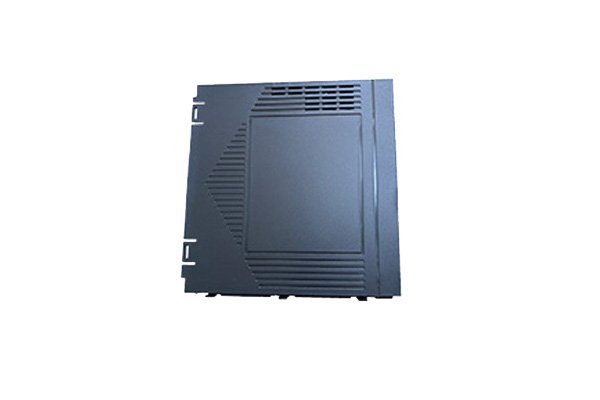
Elektroonilise toote kesta töötlemise tehas pärast täitepõhisegu valemi kindlaksmääramist on granuleerimisprotsess oluline tegur, mis määrab põhisegu kvaliteedi. (1) Kuumutustemperatuur Kuumutustemperatuur sõltub kandevaigu pehmenemis- või sulamistemperatuurist. Mida kõrgem on pehmenemis- või sulamistemperatuur […]

Mängukontrolleri survevalu tootja enne vormimist peab plast olema täielikult kuivatatud. Kui vett sisaldavad materjalid satuvad vormiõõnde, tekivad toote pinnale hõbepaelalaadsed defektid ning kõrgel temperatuuril toimub isegi hüdrolüüs, mis põhjustab materjali lagunemist. Seetõttu tuleb materjali enne vormimist eeltöödelda, et materjal saaks […]