

Under formsprutningsprocessen av elektroniska produktskal är spröd sprickbildning ett vanligt problem som kan orsakas av en mängd olika faktorer. Följande är analys- och förbättringsförslag för formar, utrustning, råvaror, processer och produktdesign. 1. Formaspekt 1. Grindstorlek: Om grinden är för liten, överväg att justera […]
Taggarkiv: Electronic product shell processing factory

Blixt, även känt som bräddavlopp, grad eller grad, uppstår vanligtvis vid formens delningsposition, såsom delningsytan på den dynamiska formen och den statiska formen, den glidande delen av glidaren, insatsens absoluta gap och utstötsstiftets por. Genereringen av blixt är till stor del […]
1. Pigment- och färgtillsatser Ett annat sätt att identifiera om plastdelar är äkta är att blanda plastdelar med pigment eller färgämnen. Fabriker för bearbetning av elektroniska produktskal använder spektrometrar för att analysera de exponerade delarna och ultravioletta områdena. Dessa pigment eller färgämnen kommer att visa unika mönster. Även om förfalskare använder extremt lika färger på sina […]

Elektronisk produktskalbearbetningsfabrik efter att formeln för fyllningsmasterbatchen har bestämts, är granuleringsprocessen en viktig faktor som bestämmer masterbatchens kvalitet. (1) Uppvärmningstemperatur Uppvärmningstemperaturen beror på mjukningspunkten eller smälttemperaturen för bärarhartset. Ju högre mjukningspunkt eller smälttemperatur på […]

1. AR Glases Formsprutning Produkter bildande av vita linjer 1.1 Mikroskopisk förklaring av vita linjer: När plast utsätts för dragpåkänning genereras kavitationsrandformade deformationsområden på grund av spänningskoncentrationen. Dessa randplana områden reflekterar starkt synligt ljus och bildar en silvervit lyster på ytan av materialet, allmänt kända som vita linjer. […]

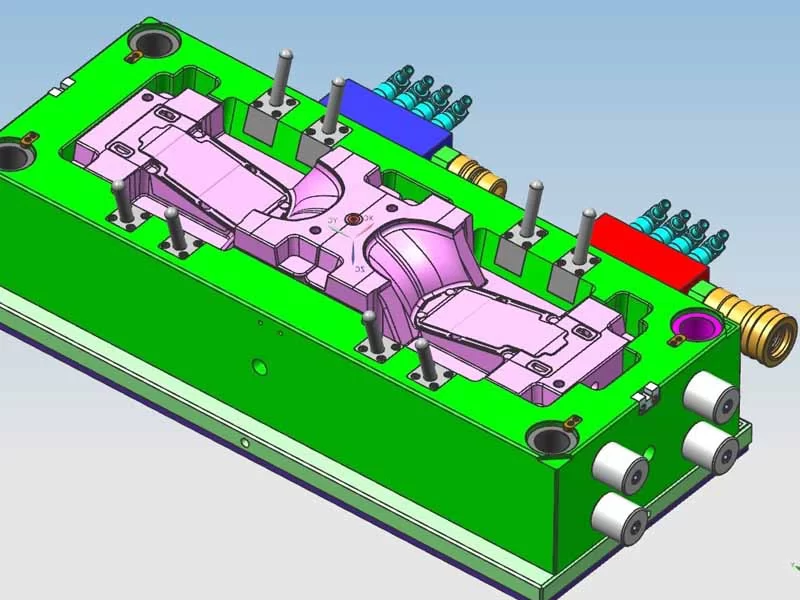
Formsprutningsformar bör testas för olika egenskaper hos formen under normal drift av formsprutningsmaskinen och formen, och dimensionerna på de slutgjutna plastdelarna bör mätas. Denna information kan användas för att bestämma formens nuvarande tillstånd, ta reda på var kaviteten, kärnan, kylsystemet och […]

Plastkontraktstillverkande företag Plastformsprutningsdefekter: Orsaker och lösningar Fyllningsdefekter Fyllningsdefekter resulterar ofta i ofullständig fyllning eller kantkollaps, vilket leder till defekta produkter, slöseri med material, arbete och tid. Möjliga orsaker inkluderar: Munstyckstemperatur: För låg Materialtillförsel: Otillräcklig flytbarhet: Dåligt insprutningstryck: För låg Port: För liten eller felaktigt placerad Formyta: […]
Faktor 1: När plast sprutas in i ett stort hålrum under högt tryck är det mycket troligt att smältbrott uppstår. Vid denna tidpunkt uppstår tvärgående sprickor på smältans yta, och sprickområdet blandas grovt i plastdelens yta för att bilda en bränd fläck. Speciellt när en liten […]
Inledning Med den kontinuerliga förbättringen av formsprutningsteknik för bilar är det absolut nödvändigt att minimera krympningsproblemet med plastformsprutning och förbättra produktkvaliteten. Lösning Den krympning som bildas i de tjockare delarna av formsprutningsdelar av plast, såsom ribbor eller utsprång, är allvarligare än den i intilliggande positioner. Detta beror på att […]