

В процессе литья под давлением корпусов электронных изделий хрупкое растрескивание является распространенной проблемой, которая может быть вызвана различными факторами. Ниже приведены анализ и предложения по улучшению форм, оборудования, сырья, процессов и конструкции продукта. 1. Аспект формы 1. Размер литника: Если литник слишком мал, рассмотрите возможность регулировки […]
Метка архива: Electronic product shell processing factory

Облой, также известный как перелив, заусенец или заусенец, обычно возникает в месте разъема формы, например, на поверхности разъема динамической формы и статической формы, скользящей части ползуна, абсолютном зазоре вставки и поре выталкивающего штифта. Образование облоя в значительной степени […]
1. Пигменты и добавки красителей Другой способ определить подлинность пластиковых деталей — смешать пластиковые детали с пигментами или красителями. Заводы по обработке корпусов электронных изделий используют спектрометры для анализа экспонированных деталей и ультрафиолетовых областей. Эти пигменты или красители покажут уникальные узоры. Даже если подделки используют очень похожие цвета на своих […]

Завод по переработке оболочек электронных изделий После того, как формула наполнителя мастербатча определена, процесс грануляции является важным фактором, определяющим качество мастербатча. (1) Температура нагрева Температура нагрева зависит от температуры размягчения или температуры плавления несущей смолы. Чем выше температура размягчения или температура плавления […]

1. Формование белых линий литьевых изделий для AR-очков 1.1 Микроскопическое объяснение белых линий: Когда пластик подвергается растягивающему напряжению, из-за концентрации напряжений образуются области деформации в форме кавитационных полос. Эти области плоской полосы сильно отражают видимый свет, образуя серебристо-белый блеск на поверхности материала, обычно известный как белые линии. […]

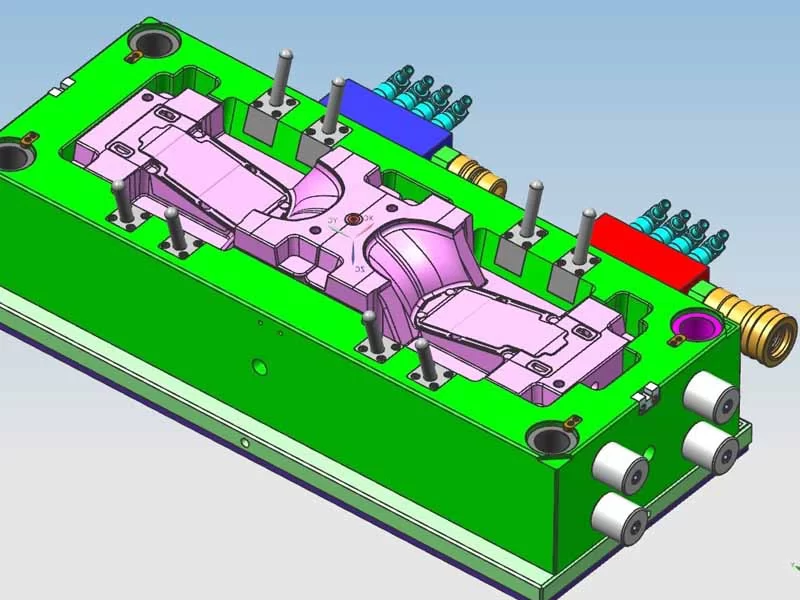
Формы для литья под давлением должны быть испытаны на различные свойства формы при нормальной работе литьевой машины и формы, а также должны быть измерены размеры готовых формованных пластиковых деталей. Эта информация может быть использована для определения текущего состояния формы, выяснения того, где находятся полость, сердечник, система охлаждения и […]

Пластиковые контрактные производственные компании Дефекты литья пластмасс под давлением: причины и решения Дефекты заполнения Дефекты заполнения часто приводят к неполному заполнению или схлопыванию краев, что приводит к дефектным изделиям, напрасной трате материала, труда и времени. Возможные причины включают: Температура сопла: Слишком низкая Подача материала: Недостаточная текучесть: Плохое давление впрыска: Слишком низкое Литник: Слишком маленький или неправильно расположенный Поверхность формы: […]
Фактор 1: Когда пластик впрыскивается в большую полость под высоким давлением, очень вероятно возникновение разрыва расплава. В это время на поверхности расплава появляются поперечные разрывы, а область разрыва грубо перемешивается с поверхностью пластиковой детали, образуя обожженное пятно. Особенно когда небольшое […]
Введение С постоянным совершенствованием технологии литья под давлением автомобилей крайне важно минимизировать проблему усадки при литье пластмасс под давлением и улучшить качество продукции. Решение Усадка, образующаяся в более толстых частях деталей литья пластмасс под давлением, таких как ребра или выступы, более серьезна, чем в соседних позициях. Это связано с тем, что […]