
カスタム射出成形サービスは、高品質で複雑なプラスチック部品の製造を可能にする、広く利用されている製造プロセスです。射出成形サービスプロバイダーを選択する際には、要件を満たすだけでなく期待を超える会社を選択することが重要です。ケーススタディと特定のパラメータの詳細な表に基づいて、当社の射出成形サービスの利点と独自の機能について説明します。適切な射出成形サービスプロバイダーを選択することの重要性 1.1. 精度と品質射出成形は、精度と正確さが求められる複雑なプロセスです。適切なサービスプロバイダーは、生産されるすべてのコンポーネントが最高の要件を満たすことを保証します […]
カテゴリーアーカイブ: Blog

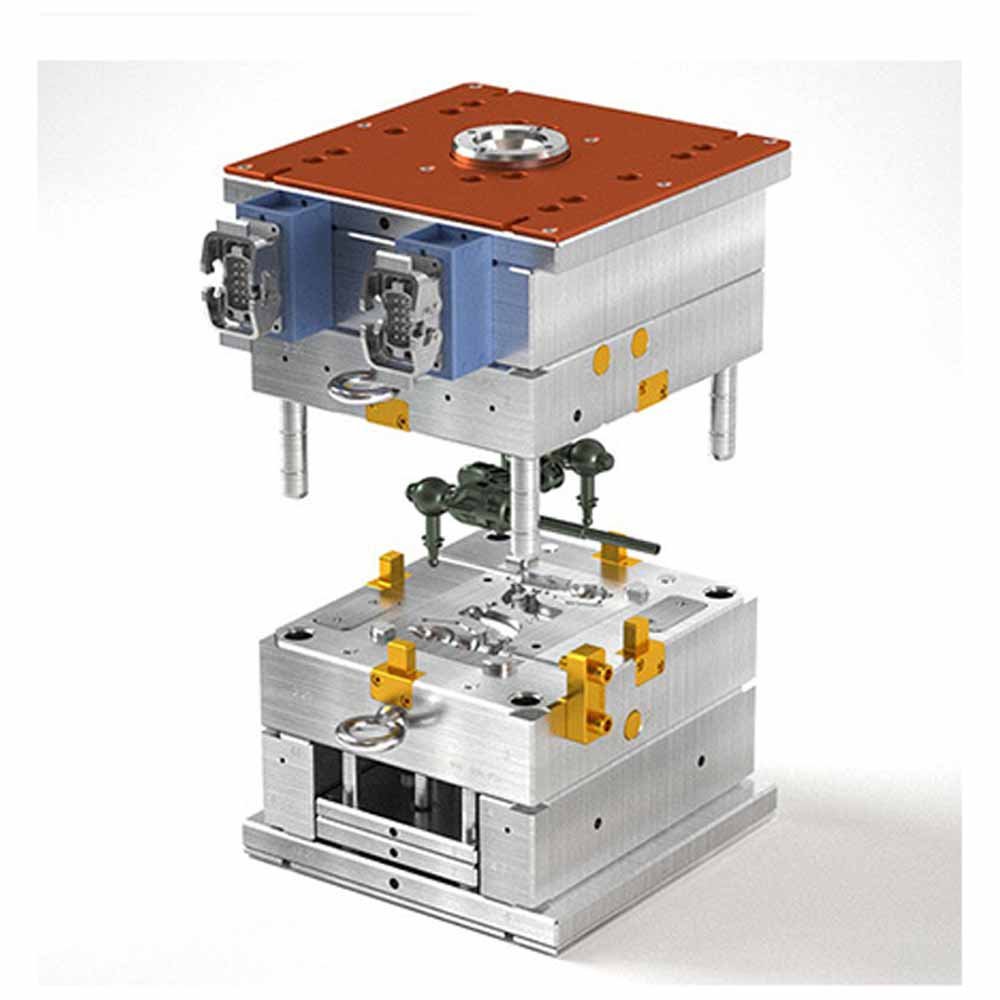
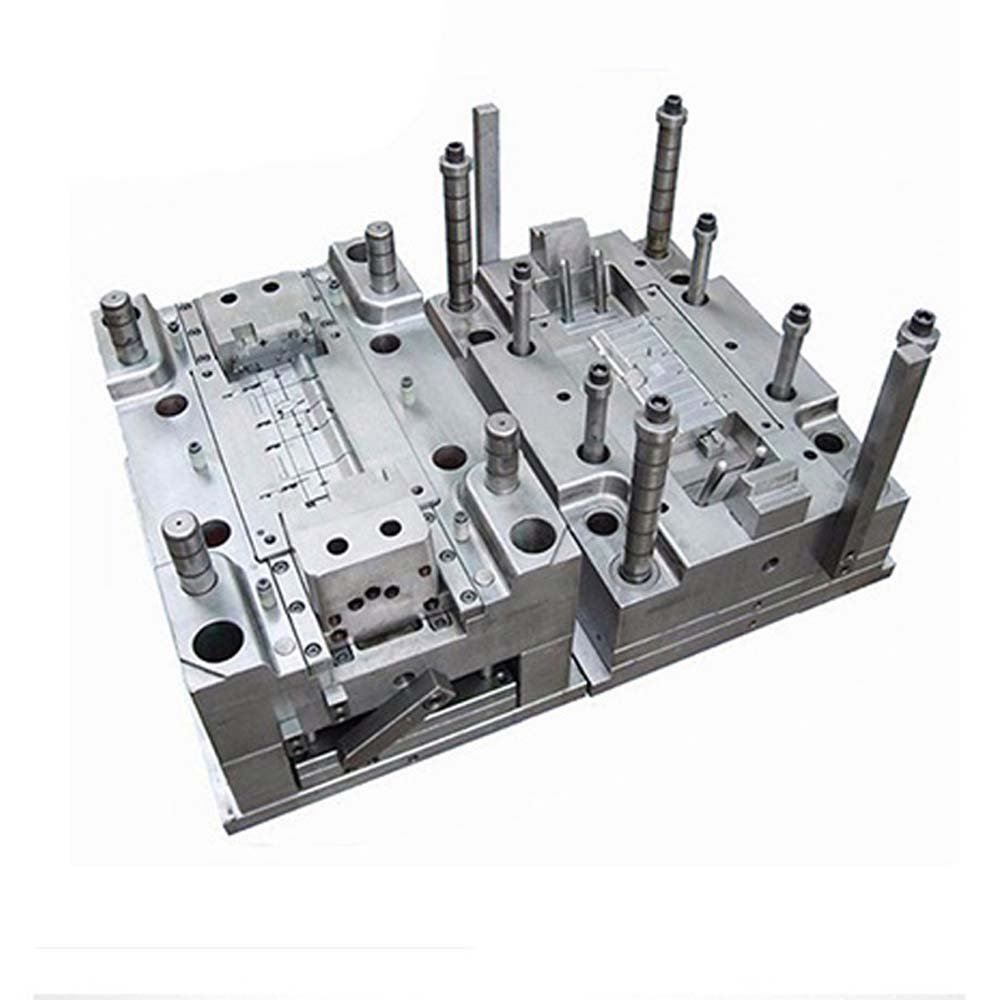
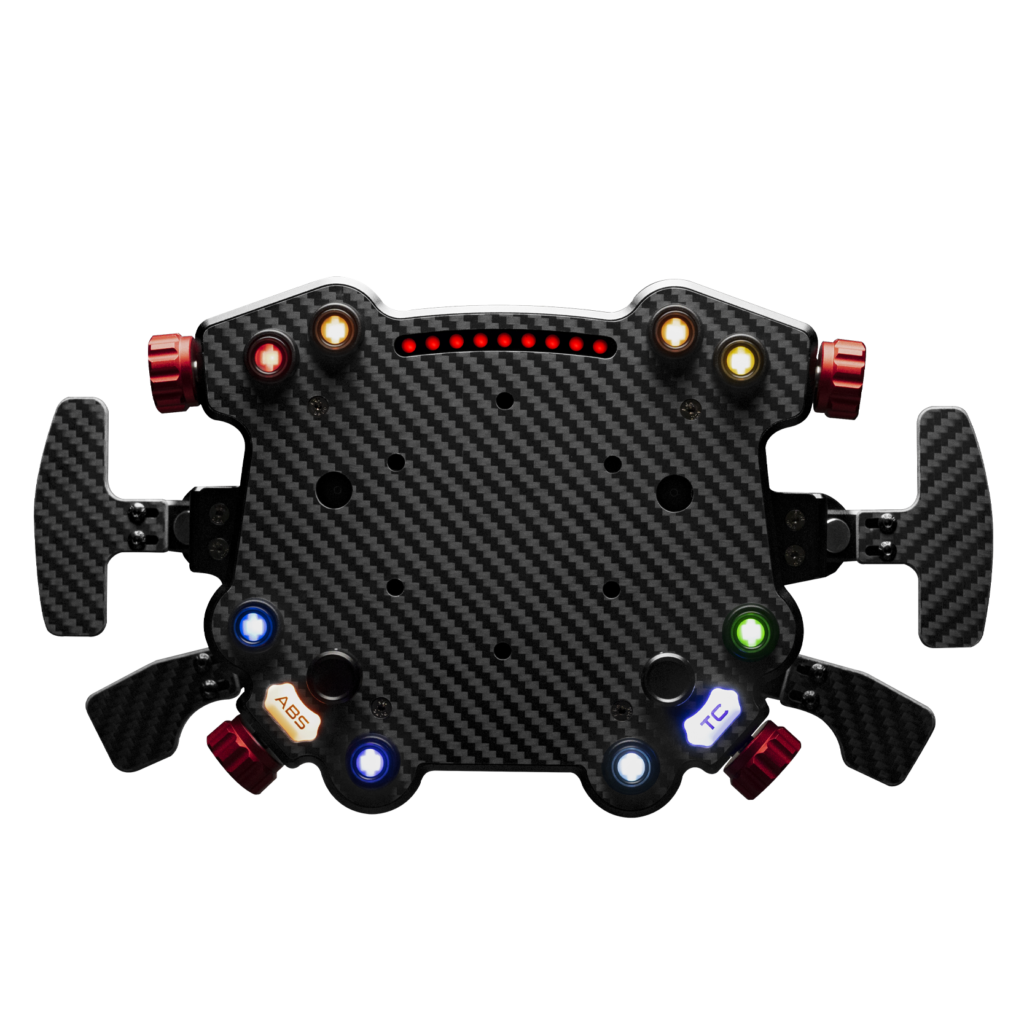
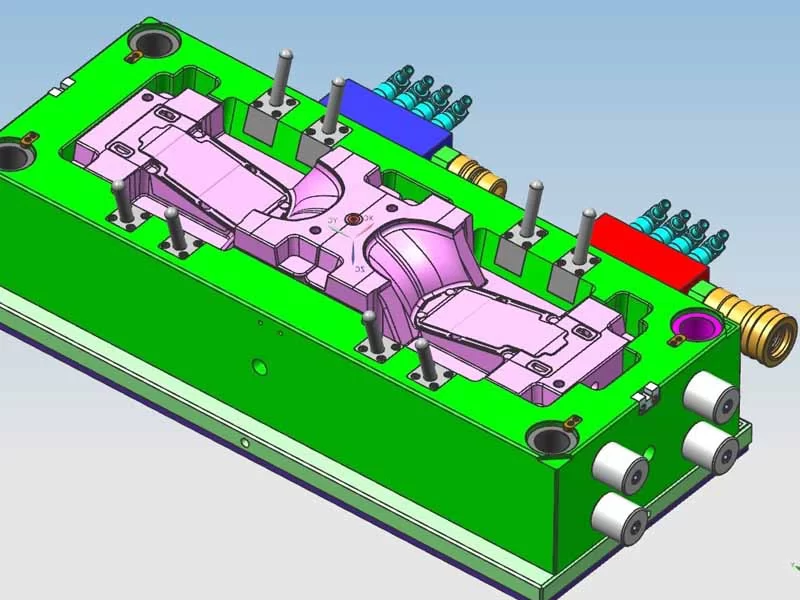
射出成形は、プラスチック部品や製品を生産するために広く使用されている製造プロセスです。 企業が高品質で効率的な生産を確保するには、適切なゲーム コントローラー射出成形メーカーを見つけることが不可欠です。 射出成形メーカーの特定のパラメーターを示す包括的な表を提示し、その利点と独自の機能を強調します。 適切な射出成形メーカーを選択することの重要性: 1.1 品質保証: 信頼できる射出成形メーカーは、厳格な品質管理対策を実施する必要があります。 これにより、最終製品が必要な仕様と基準を満たすことが保証されます。 適切なメーカーを選択することで、企業はコストのかかる欠陥や手直しを回避できます。 1.2 効率とリード タイム: 生産の効率 […]
大量生産の小型プラスチック部品の射出成形の専門知識を公開 ABS プラスチック成形メーカー 製造業では、精度と効率が最も重要です。大量生産の小型プラスチック部品の生産に関しては、信頼できる専門パートナーの必要性がさらに重要になります。 ケーススタディ: 極小部品で業界を変革 大手電子機器メーカーが、最新のガジェット用の極小プラスチック部品を大量に生産するという課題に直面したシナリオを考えてみましょう。 要求される精度は、わずかな偏差でも製品の故障につながるほどでした。 大量生産の小型プラスチック部品の射出成形のスペシャリストの登場です。 彼らの高度な […]

射出成形プロセスでは、製品の寸法管理が重要なリンクです。製品の寸法精度と品質安定性を確保するには、金型設計、プロセス製造、生産管理など、さまざまな側面から総合的な管理を行う必要があります。以下は、射出成形製品の成形寸法管理に関する具体的な経験と提案です。1.プラスチック射出成形メーカーによる金型設計の管理金型構造と材料:まず、金型構造、材料、硬度、精度の要件を詳細に理解する必要があります。成形されたプラスチック材料の収縮率が正しいかどうか、3D […]
共射出成形は、2 番目のコンポーネント (コア) を最初のコンポーネント (スキン) に射出する連続型のマルチコンポーネント技術です。専用の共射出成形ノズルは、圧力差を利用して 2 つのコンポーネントの比率を制御します。この技術により、リグラインドなどの安価なコア材料を使用できるため、コストを削減できます。さらに、繊維強化コアと非強化スキンを組み合わせることで、部品の品質を向上させることができます。コアに膨張剤を使用することで、ひけを回避でき、必要なクランプ力を軽減できます。これは、追加の有益な効果です。包装業界では、共射出成形は特にバリア射出成形に適用されます。ポリオレフィンを処理する場合、気密性の高い材料は […]

液状シリコーンゴム射出成形メーカー(LSR)は、ユニークな有機および無機特性を備えた高性能2成分熱硬化性エラストマーです(このビデオをご覧ください)。このシリコーンエラストマーの典型的な粘度範囲は500,000〜2,000,000センチポアズ(cps)です。幅広いプロセス適用性、高温安定性、低温柔軟性、優れた耐候性、長寿命、優れたシール性能、着色のしやすさ、化学的不活性により、LSRは多くの分野で広く使用されています。LSRは、航空宇宙、自動車、消費者製品、ヘルスケア、繊維業界で一般的に使用されています。製造プロセス液状シリコーンゴムは、主に地殻によく見られる非金属元素であるシリコンでできています。粘土、石英、岩石などに自然に含まれています。[…]

プラスチック契約製造会社 プラスチック射出成形の欠陥:原因と解決策 充填欠陥 充填欠陥は、多くの場合、不完全な充填またはエッジの崩壊につながり、不良製品、材料、労力、時間の無駄につながります。 考えられる原因は次のとおりです。ノズル温度:低すぎる材料供給:不十分な流動性:悪い射出圧力:低すぎるゲート:小さすぎるか、位置が間違っている金型表面:十分に滑らかではないノズル:詰まった通気:不十分なフラッシュまたはバリフラッシュまたはバリは通常、パーティングラインで発生し、機械加工を複雑にしたり、部品を歪ませたり、欠陥を引き起こしたりする可能性があります。 考えられる原因は次のとおりです。ノズル温度:高すぎる材料注入:過剰流動性:優れている射出圧力:高すぎるクランプ力:不十分なヒケヒケは、次の原因で発生します。 […]

射出成形金型の価格見積りの理解 射出成形金型のコスト見積りには、プラスチック射出成形メーカーと顧客の両方にとって正確性と透明性を確保するためのいくつかの重要なステップが含まれます。プロセスの詳細は次のとおりです。材料の選択と製造プロセス: 最初のステップは、顧客の要件に基づいて適切な鋼材と製造プロセスを選択することです。材料が選択されると、金型のサイズと重量を決定するための予備設計が作成されます。製造コスト: 製造コストは通常、金型設計の複雑さに応じて、材料コストの 1.5 倍から 3 倍の範囲です。リスクの考慮: リスク コストは通常、金型の 10% 程度です […]
要因 1: プラスチックを高圧下で大きなキャビティに注入すると、メルトフラクチャーが発生する可能性が非常に高くなります。このとき、メルトの表面に横方向の亀裂が現れ、破断領域がプラスチック部品の表面に粗く混ざり合って焼け跡を形成します。特に、少量のメルトを大きすぎる傾向のあるキャビティに直接注入すると、メルトフラクチャーがより深刻になり、焼け跡が大きくなります。メルトフラクチャーの本質は、ポリマーメルトの弾性挙動によって引き起こされます。メルトがバレル内を流れると、バレル近くのメルトが影響を受けます […]