

در طول فرآیند قالب گیری تزریقی پوسته های محصولات الکترونیکی، ترک شکننده یک مشکل رایج است که ممکن است توسط عوامل مختلفی ایجاد شود. در زیر پیشنهادات تجزیه و تحلیل و بهبود برای قالب ها، تجهیزات، مواد اولیه، فرآیندها و طراحی محصول ارائه شده است. 1. جنبه قالب 1. اندازه دروازه: اگر دروازه خیلی کوچک است، تنظیم […]
آرشیو برچسب های: Electronic product shell processing factory

فلاش که به عنوان سرریز، سوراخ یا سوراخ نیز شناخته می شود، معمولاً در موقعیت جداسازی قالب مانند سطح جداسازی قالب پویا و قالب استاتیک، قسمت لغزنده لغزنده، شکاف مطلق درج و منافذ پین اجکتور نسل فلش تا حد زیادی […]
1. مواد افزودنی رنگدانه و رنگ راه دیگر برای تشخیص اصل بودن قطعات پلاستیکی مخلوط کردن قطعات پلاستیکی با رنگدانه ها یا رنگ ها است. کارخانههای پردازش پوسته محصولات الکترونیکی از طیفسنجها برای آنالیز قطعات در معرض نور و نواحی فرابنفش استفاده میکنند. آن رنگدانه ها یا رنگ ها الگوهای منحصر به فردی را نشان می دهند. حتی اگر جعلکنندگان از رنگهای بسیار مشابه در […]

کارخانه پردازش پوسته محصول الکترونیکی پس از تعیین فرمول مستربچ پرکننده، فرآیند دانه بندی عامل مهمی است که کیفیت مستربچ را تعیین می کند. (1) دمای گرمایش دمای گرمایش به نقطه نرم شدن یا دمای ذوب رزین حامل بستگی دارد. هر چه نقطه نرم شدن یا دمای ذوب […]

1. تشكيل خطوط سفيد محصولات قالبگيري تزريقي عينك AR 1.1 توضيح ميكروسكوپي خطوط سفيد: هنگامي كه پلاستيك تحت تنش كششي قرار ميگيرد، نواحي تغيير شكل نواري شكل حفرهاي به دليل غلظت تنش ايجاد ميشود. این مناطق صفحه راه راه به شدت نور مرئی را منعکس می کنند و درخشندگی سفید نقره ای را روی سطح ماده تشکیل می دهند که معمولاً به عنوان خطوط سفید شناخته می شود. […]

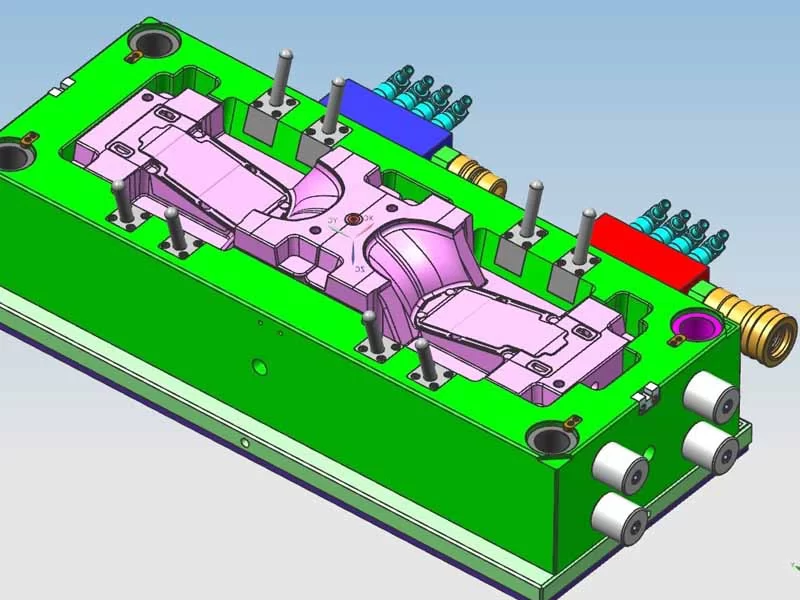
قالب های تزریقی باید در شرایط عملکرد عادی ماشین قالب گیری تزریقی و قالب برای خواص مختلف قالب آزمایش شوند و ابعاد قطعات پلاستیکی قالب گیری نهایی اندازه گیری شود. از این اطلاعات می توان برای تعیین وضعیت فعلی قالب، یافتن محل حفره، هسته، سیستم خنک کننده و […]

شرکتهای تولید کننده قرارداد پلاستیک نقصهای قالبگیری تزریق پلاستیک: علل و راهحلها عیوب پر کردن عیوب پر کردن اغلب منجر به پر شدن ناقص یا فروپاشی لبه میشود که منجر به محصولات معیوب، اتلاف مواد، نیروی کار و زمان میشود. دلایل احتمالی عبارتند از: دمای نازل: تامین مواد خیلی کم: جریان ناکافی: فشار تزریق ضعیف: دروازه خیلی کم: سطح قالب خیلی کوچک یا نادرست قرار گرفته است: […]
عامل 1: هنگامی که پلاستیک تحت فشار زیاد به داخل یک حفره بزرگ تزریق می شود، احتمال شکستگی مذاب بسیار زیاد است. در این زمان، شکستگی های عرضی روی سطح مذاب ظاهر می شود و ناحیه شکستگی تقریباً در سطح قسمت پلاستیکی مخلوط می شود تا یک نقطه سوخته ایجاد شود. به خصوص زمانی که یک […]
مقدمه با بهبود مستمر فناوری قالبگیری تزریقی خودرو، به حداقل رساندن مشکل انقباض قالبگیری تزریق پلاستیک و بهبود کیفیت محصول ضروری است. راه حل انقباض ایجاد شده در قسمت های ضخیم تر قطعات قالب تزریق پلاستیک، مانند دنده ها یا برآمدگی ها، جدی تر از موقعیت های مجاور است. این به این دلیل است که […]