

عملیات دستی شرکت های قالب گیری تزریق پلاستیک دو رنگ پزشکی برای تنظیم و نگهداری دستگاه است. عملیات نیمه اتوماتیک برای قالب گیری تزریقی محصولات شکننده، به راحتی خراشیده و طولانی است. عملکرد کاملا اتوماتیک برای تولید با سرعت بالا، محصولات دقیق قالب گیری تزریقی است و می تواند حجم کار اپراتورها را کاهش دهد. قسمت قفل: 1. قالب A را نصب کنید. ضخامت قالب را اندازه گیری کنید و […]
آرشیو دسته بندی: Blog

1. تشكيل خطوط سفيد محصولات قالبگيري تزريقي عينك AR 1.1 توضيح ميكروسكوپي خطوط سفيد: هنگامي كه پلاستيك تحت تنش كششي قرار ميگيرد، نواحي تغيير شكل نواري شكل حفرهاي به دليل غلظت تنش ايجاد ميشود. این مناطق صفحه راه راه به شدت نور مرئی را منعکس می کنند و درخشندگی سفید نقره ای را روی سطح ماده تشکیل می دهند که معمولاً به عنوان خطوط سفید شناخته می شود. […]

عیوب تقریباً به شرح زیر است: (i) رگه های نقره: به دلیل ناهمسانگردی تنش داخلی در هنگام پر شدن قالب و تراکم، تنش ایجاد شده در جهت عمودی باعث می شود رزین در جهت جریان قرار گیرد و ضریب شکست متفاوت است. از جهت غیر جریان، که منجر به رگه های فلاش می شود. وقتی گسترش می یابد، […]
اکثر قطعات در داخل و خارج قالب تزریقی کنسول مرکزی. قطعات پلاستیکی داخلی به طور کلی شامل لوازم جانبی پانل ابزار، لوازم جانبی صندلی، لوازم جانبی کف، لوازم جانبی سقف، لوازم جانبی فرمان، لوازم جانبی داخلی درها، آینههای دید عقب و سگکها و اتصالات مختلف میشود. قطعات پلاستیکی بیرونی شامل چراغ های جلو و عقب، مشبک های ورودی هوا، […]

I. علل فرورفتگی در محصولات قالب گیری تزریقی پزشکی 1. ضخامت های مختلف قسمت های مختلف محصول 2. فشار داخلی ناکافی قالب 3. سرد نشدن کافی قالب 4. تغییر شکل ناشی از زمان سرد شدن ناکافی II. دانش مرتبط 1. در فرآیند تولید محصولات، فرورفتگی شایع ترین پدیده معیوب است. […]

قالب گیری تزریق پلاستیک Overmolding Runner سرد به قسمتی بین ورودی قالب و گیت محصول اشاره دارد. پلاستیک در رانر با فشار تزریق و گرمای خود جریان پیدا می کند. رانر بخشی از مواد قالب گیری است، اما به محصول تعلق ندارد. بنابراین، هنگام طراحی قالب، […]

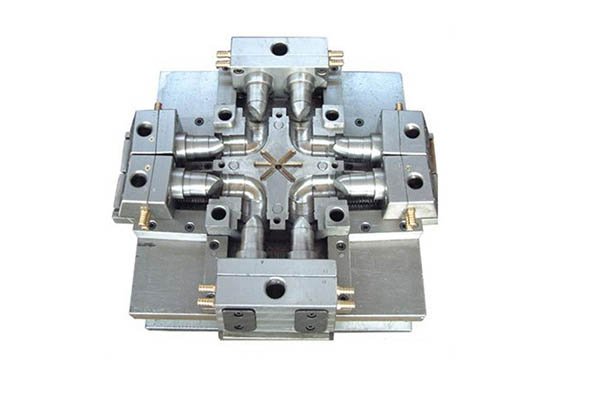
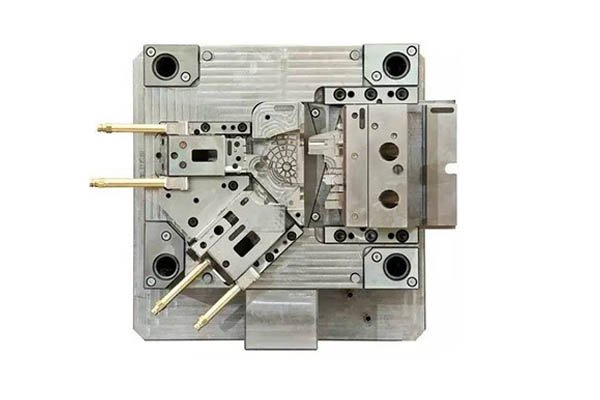
قالب های تزریقی باید در شرایط عملکرد عادی ماشین قالب گیری تزریقی و قالب برای خواص مختلف قالب آزمایش شوند و ابعاد قطعات پلاستیکی قالب گیری نهایی اندازه گیری شود. از این اطلاعات می توان برای تعیین وضعیت فعلی قالب، یافتن محل حفره، هسته، سیستم خنک کننده و […]

برای قطعات قالب گیری تزریقی، جمع شدگی و سفید شدن عموماً یک جفت مشکل متضاد هستند. معمولاً انقباض قطعه در اثر فشار کم حفره و تزریق ناکافی قطعات ایجاد می شود. و سفید شدن بالا معمولاً به دلیل فشار زیاد حفره و تزریق بیش از حد ایجاد می شود. منطقاً، این جفت دشمن خوشحال باید دشمنان فانی باشند و هرگز با […]
I. قالب تزریق 1. پردازش ضعیف حفره قالب اگر حفره قالب دارای اسکار، ریز منافذ، سایش، زبری و سایر کمبودها باشد، به ناچار روی قطعات پلاستیکی منعکس می شود و باعث می شود که قطعات پلاستیکی براقیت ضعیفی داشته باشند. برای این کار، قالب باید به دقت پردازش شود تا سطح حفره زبری کمتری داشته باشد و […]

برای یک کارخانه پردازش پوسته محصولات الکترونیکی، مصرف انرژی فرآیند قالب گیری تزریقی حدود 60% است، بنابراین کاهش موثر انرژی مصرفی ماشین های قالب گیری تزریقی یک راه مهم برای صرفه جویی در انرژی در کارخانه های قالب گیری تزریقی است. با بهبود مستمر فن آوری صرفه جویی در انرژی خود ماشین های قالب گیری تزریقی، کاهش […]