

Успышка вырабаў для ліцця пад ціскам таксама называецца пералівам, задзірынамі і г. д. Часцей за ўсё гэта адбываецца ў месцы падзелу формы, напрыклад, на паверхні падзелу дынамічнай формы і статычнай формы, слізгальнай часткі паўзунка, зазору формы устаўка, адтуліна штыфта эжектора і г. д. Успышка ў значнай ступені […]
1. Пігменты і фарбавальнікі Іншы спосаб вызначыць, ці з'яўляюцца пластыкавыя дэталі сапраўднымі, - змяшаць пластыкавыя дэталі з пігментамі або фарбавальнікамі. Заводы па апрацоўцы абалонкі электронных вырабаў выкарыстоўваюць спектрометры для аналізу адкрытых частак і ўльтрафіялетавых абласцей. Гэтыя пігменты або фарбавальнікі будуць паказваць унікальныя ўзоры. Нават калі фальшываманетчыкі выкарыстоўваюць вельмі падобныя колеры на сваіх […]
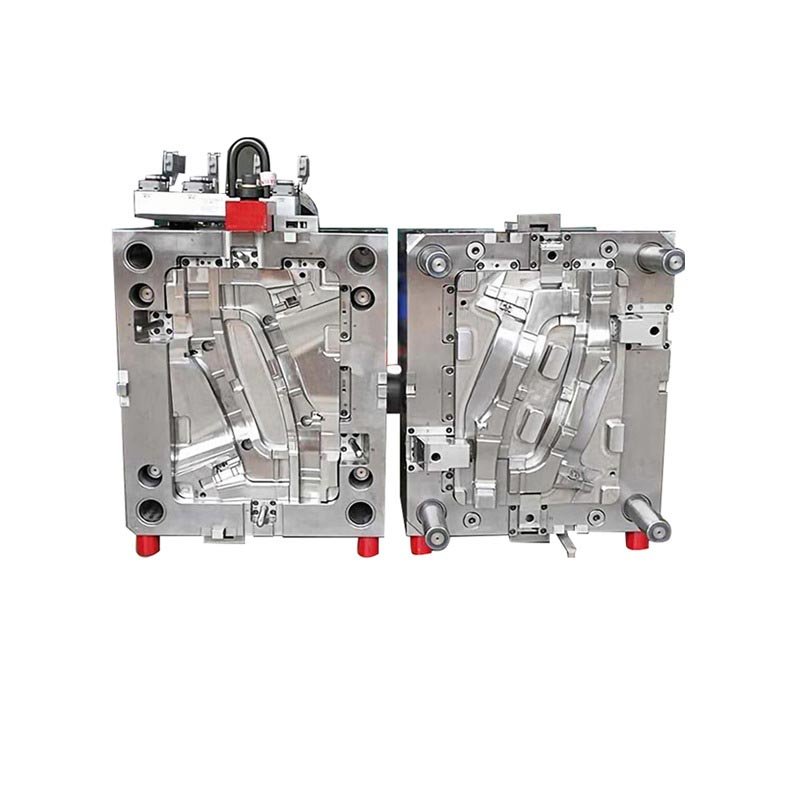
Аўтамабільныя пластыкавыя дэталі, такія як шкілеты шпулькі, падставы, блокі засцерагальнікаў, патроны для лямпаў, лопастныя засцерагальнікі, цэнтральныя размеркавальныя скрынкі, абалонкі, націскныя стойкі, ліццё пад ціскам цэнтральнай кансолі і вонкавыя крышкі, у асноўным вырабляюцца пад ціскам. Паколькі гэтыя пластыкавыя дэталі маюць высокую дакладнасць праектавання, звычайнае ліццё пад ціскам не можа быць выкарыстана для гэтых пластыкавых дэталяў, але тэхналогія дакладнага ліцця пад ціскам павінна […]
Дэфекты і ненармальныя з'явы аўтамабільнага ліцця пад ціскам у канчатковым выніку адлюстроўваюцца на якасці вырабаў, вырабленых пад ціскам. Дэфекты ліццёвых вырабаў можна падзяліць на наступныя пункты: (1) Недастатковае ліццё вырабаў; (2) Перапаўненне прадуктаў; (3) Увагнутасці і бурбалкі прадуктаў; (4) Сумесныя маркі прадукцыі; (5) Крохкія прадукты; […]
Кампаніі, якія займаюцца ліццём пад ціскам медыцынскага двухкаляровага пластыка, і ліццё пад ціскам - два распаўсюджаныя працэсы ліцця пад ціскам. Нягледзячы на тое, што яны абодва ўключаюць шматразовае фармаванне двух пластыкавых матэрыялаў, існуюць адрозненні ў канкрэтных метадах працы і канструкцыі формы. Двухколерная форма Двухколерная форма адносіцца да выкарыстання адной і той жа машыны для ліцця пад ціскам для двухразовага фармавання аднаго і таго ж набору формаў, […]
1. Калі вытворцы пластыка HDPE для ліцця пад ціскам выкарыстоўваюць тэхналогію ліцця пад ціскам для вырабу прадукцыі, з-за нераўнамернага астуджэння і нераўнамернай ўсаджвання пластыка ў паражніны формы і неабгрунтаванай канструкцыі структуры прадукту лёгка выклікаць розныя дэфекты прадукту: ўсаджванне , сляды зварных швоў, пары, дэфармацыі, задзірыны, пашкоджанні верхняй часткі і ўспышкі. […]

Аналіз і рашэнні праблемы нераўнамернага колеру вырабаў для вырабаў медыцынскага ліцця пад ціскам. Асноўныя прычыны нераўнамернага колеру вырабаў для ліцця пад ціскам і іх рашэнняў наступныя: (1) Дрэнная дыфузія фарбавальнікаў, што часта прыводзіць да з'яўлення ўзораў каля варот. (2) Пластмасы або фарбавальнікі маюць дрэнную тэрмаўстойлівасць. Каб стабілізаваць колер […]
Уплыў нестандартных пластыкавых засаў для ліцця пад ціскам на дэталі і выбар пазіцыі 1. Патрабаванні да пазіцыі засаўкі: 1. Патрабаванні да знешняга выгляду (маркі на варотах, зварныя швы) 2. Функцыянальныя патрабаванні прадукту 3. Патрабаванні да апрацоўкі формы 4. Дэфармацыя прадукту 5. Ці з'яўляецца вароты лёгка здымаюцца 2. Уплыў на вытворчасць і функцыянаванне: 1. Даўжыня патоку вызначае […]

Ліццё паверхняй і ўстаўкай адносіцца да працэсу фармавання, пры якім загадзя падрыхтаваную ўстаўку з іншага матэрыялу ўстаўляюць у форму з наступным упырскам смалы, у выніку чаго расплаўлены матэрыял і ўстаўка злучаюцца і зацвярдзеюць, утвараючы цэласны прадукт. Ліццё па-за ўрэзкі адносіцца да працэсу ўстаўкі адліванай дэталі на […]
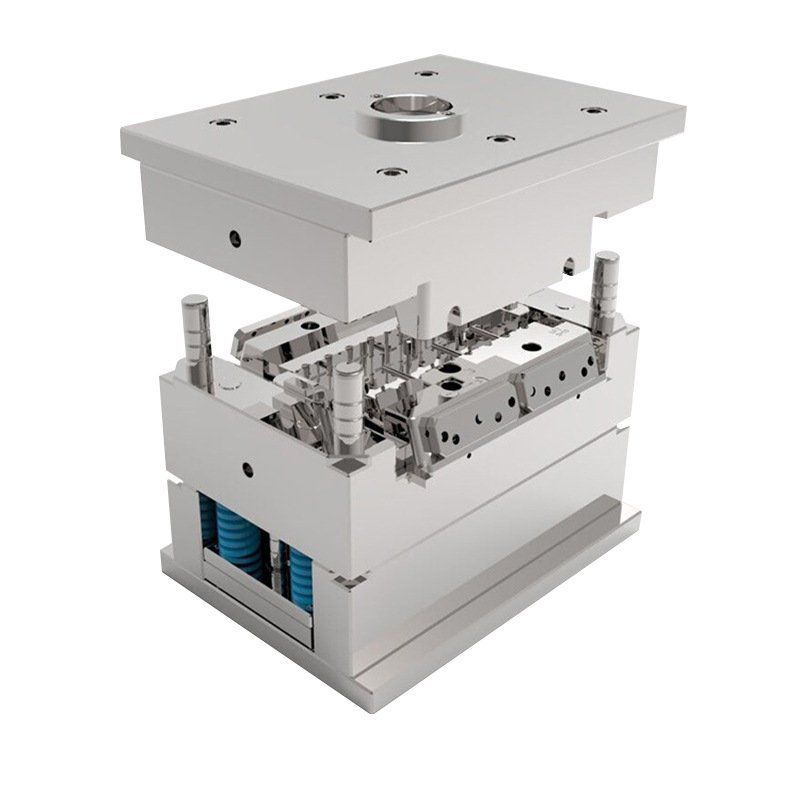
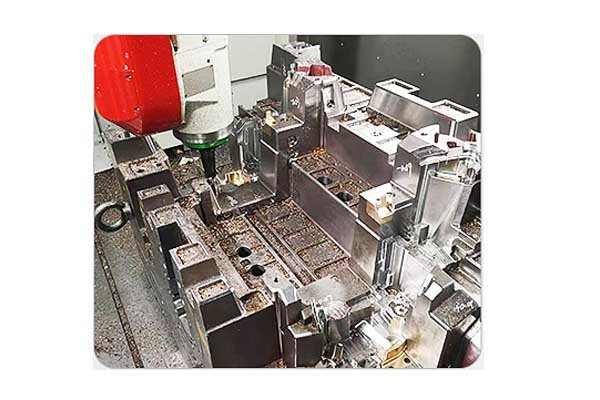
Структурная форма онлайн-ліцця пад ціскам і якасць апрацоўкі прэс-формаў непасрэдна ўплываюць на якасць пластмасавых вырабаў і эфектыўнасць вытворчасці. Найбольш распаўсюджаныя і часта сустракаемыя няспраўнасці прэс-формаў пры вытворчасці ліццёвых формаў і пластмасавых вырабаў, а таксама іх асноўныя прычыны аналізуюцца і ліквідуюцца наступным чынам. 1. Цяжкасці ў […]