

Under sprøytestøpeprosessen til elektroniske produktskall er sprø sprekker et vanlig problem som kan være forårsaket av en rekke faktorer. Følgende er analyse- og forbedringsforslag for støpeformer, utstyr, råvarer, prosesser og produktdesign. 1. Muggaspekt 1. Portstørrelse: Hvis porten er for liten, bør du vurdere å justere […]
Tagarkiv: Electronic product shell processing factory

Flash, også kjent som overløp, grad eller grad, oppstår vanligvis ved skilleposisjonen til formen, slik som skilleflaten til den dynamiske formen og den statiske formen, glidedelen av glideren, det absolutte gapet til innsatsen og pore på ejektorpinnen. Genereringen av blits er stort sett […]
1. Pigment- og fargestoffer En annen måte å identifisere om plastdeler er ekte er å blande plastdeler med pigmenter eller fargestoffer. Elektroniske produktskallbehandlingsfabrikker bruker spektrometre for å analysere de utsatte delene og ultrafiolette områdene. Disse pigmentene eller fargestoffene vil vise unike mønstre. Selv om falsknere bruker ekstremt like farger på […]

Elektronisk produktskallbearbeidingsfabrikk etter at formelen til fyllingsmasterbatchen er bestemt, er granuleringsprosessen en viktig faktor som bestemmer kvaliteten på masterbatchen. (1) Oppvarmingstemperatur Oppvarmingstemperaturen avhenger av mykningspunktet eller smeltetemperaturen til bærerharpiksen. Jo høyere mykningspunktet eller smeltetemperaturen på […]

1. AR Glasses Injection Molding Products dannelse av hvite linjer 1.1 Mikroskopisk forklaring av hvite linjer: Når plast utsettes for strekkspenning, genereres kavitasjonsstripeformede deformasjonsområder på grunn av spenningskonsentrasjon. Disse stripeplanområdene reflekterer sterkt synlig lys, og danner en sølvhvit glans på overflaten av materialet, ofte kjent som hvite linjer. […]

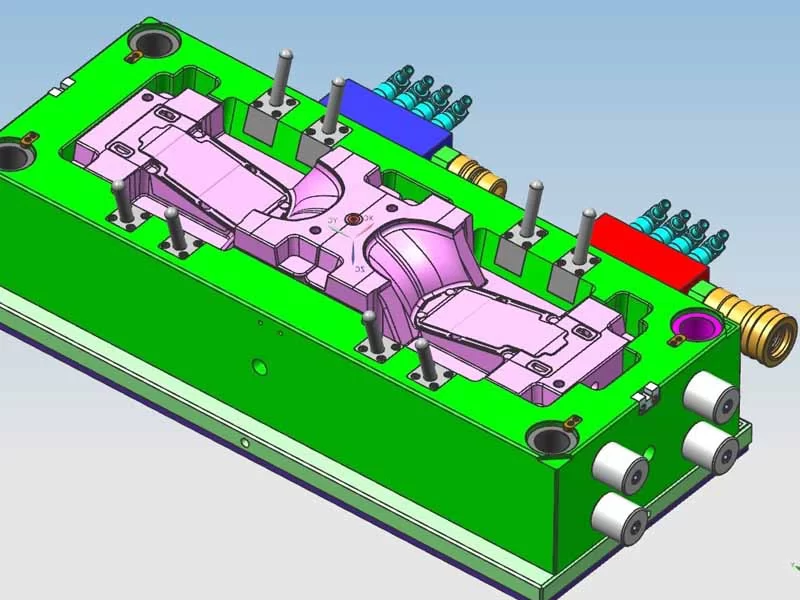
Sprøytestøpeformer bør testes for ulike egenskaper til formen under normal drift av sprøytestøpemaskinen og formen, og dimensjonene til de endelige støpte plastdelene skal måles. Denne informasjonen kan brukes til å bestemme den nåværende tilstanden til formen, finne ut hvor hulrommet, kjernen, kjølesystemet og […]

Plastkontraktproduserende selskaper Plastsprøytestøpingsdefekter: Årsaker og løsninger Fyllingsdefekter Fyllingsdefekter resulterer ofte i ufullstendig fylling eller kantkollaps, noe som fører til defekte produkter, bortkastet materiale, arbeid og tid. Mulige årsaker inkluderer: Dysetemperatur: For lav Materialtilførsel: Utilstrekkelig flyteevne: Dårlig injeksjonstrykk: For lav Port: For liten eller feil plassert Formoverflate: […]
Faktor 1: Når plast sprøytes inn i et stort hulrom under høyt trykk, er det stor sannsynlighet for at smeltebrudd oppstår. På dette tidspunktet oppstår det tverrgående brudd på overflaten av smelten, og bruddområdet blandes grovt i overflaten av plastdelen for å danne en brent flekk. Spesielt når en liten […]
Innledning Med den kontinuerlige forbedringen av sprøytestøpingsteknologi for biler, er det viktig å minimere krympingsproblemet ved plastsprøytestøping og forbedre produktkvaliteten. Løsning Krympingen som dannes i de tykkere delene av sprøytestøpte plastdeler, slik som ribber eller fremspring, er mer alvorlig enn i tilstøtende posisjoner. Dette er fordi […]