

チャージャーシェルメーカーはプラスチック製品の製造に注力しており、射出成形部品の加工技術を熟知しています。チャージャーを製造する前に、まず製品の形状と製造工程を研究し、適切な金型を設計します。金型で製造されたチャージャーがあらゆる性能面で合格した場合にのみ、メーカーは大量生産を行うことができます。金型製造プロセスにおいて、ゲートシステムは重要なリンクです。ゲートシステムは、チャージャーシェルの製造において、ノズルと金型キャビティの間の橋渡しの役割を果たします。溶融プラスチック原料を効果的にキャビティに充填し、 […]
タグアーカイブ: custom plastic injection molding
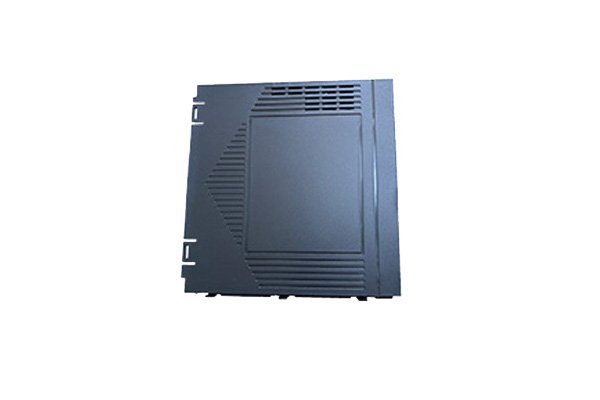
ルーター射出成形製品 金型接着とも呼ばれる不良離型は、スプルーまたは成形部品が金型にくっつくことで発生します。これは、多くの場合、射出ポートとノズルアークの接触が不十分、ゲート材料の除去が不完全、または充填材の状態が異常なために発生します。メインランナーの直径は、ゲート材料が離型中に完全に固まらないように十分に大きくする必要があります。不良離型はプラスチック射出成形における重大な問題であり、多くの場合、射出成形装置のさまざまな側面または不適切なプロセスが原因です。不十分なドラフト角度や逆ドラフト角度などの設計上の欠陥が一因となる場合もありますが、特定の状況下では成形部品の離型が不良になることがあります。強制 […]
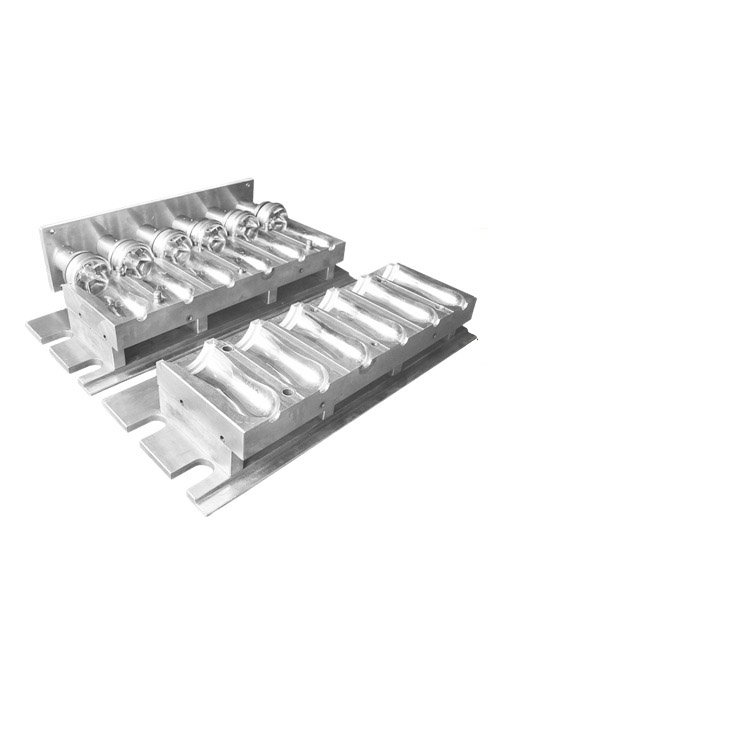
カスタムプラスチック射出成形ゲートが部品に与える影響と位置の選択 1. ゲート位置の要件: 1. 外観要件 (ゲートマーク、ウェルドライン) 2. 製品機能要件 3. 金型処理要件 4. 製品の反り 5. ゲートは簡単に取り外せますか 2. 生産と機能への影響: 1. フロー長によって、射出圧力、クランプ力、製品の充填の有無が決まります。フロー長を短くすると、射出圧力とクランプ力を下げることができます。 2. ゲート位置は保持圧力に影響します。保持圧力のサイズ。保持圧力のバランスが取れているかどうか。ゲートを製品の将来の応力位置 (ベアリングなど) から離して配置します。 […]
PPSは安価で高性能なエンジニアリングプラスチックとして、カスタムプラスチック射出成形でますます広く使用されています。しかし、その成形特性は常にその広範な使用の制約となっており、バリを改善する方法もさまざまな成形部門で検討されている問題です。 1. PPSエンジニアリング材料の特性の紹介 化学名がポリフェニレンサルファイドであるPPSは、優れた剛性と寸法安定性、および高温性能を備えているため、電子部品に最適なプラスチックです。ガラス転移温度は約210度と非常に高いため、結晶性を向上させるには130〜150度の高温金型温度が必要であり、それによって[…]

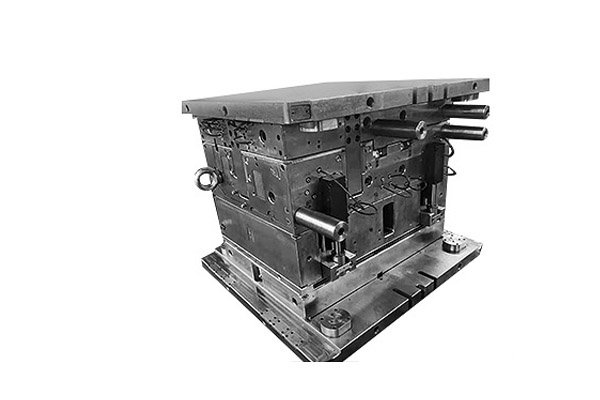
射出成形金型は、射出成形機と金型の通常の操作下で金型のさまざまな特性をテストし、最終的に成形されたプラスチック部品の寸法を測定する必要があります。この情報を使用して、金型の現在の状態を判断し、キャビティ、コア、冷却システム、パーティング面の損傷場所を見つけ、プラスチック部品によって提供される情報に基づいて金型の損傷状態と修復対策を決定できます。スプリングなどの弾性部品は、使用中に最も損傷しやすく、通常は破損して変形します。解決策は、それらを交換することです。交換プロセス中に、コストを支払う必要があります[…]

射出成形プロセスでは、製品の寸法管理が重要なリンクです。製品の寸法精度と品質安定性を確保するには、金型設計、プロセス製造、生産管理など、さまざまな側面から総合的な管理を行う必要があります。以下は、射出成形製品の成形寸法管理に関する具体的な経験と提案です。1.プラスチック射出成形メーカーによる金型設計の管理金型構造と材料:まず、金型構造、材料、硬度、精度の要件を詳細に理解する必要があります。成形されたプラスチック材料の収縮率が正しいかどうか、3D […]