
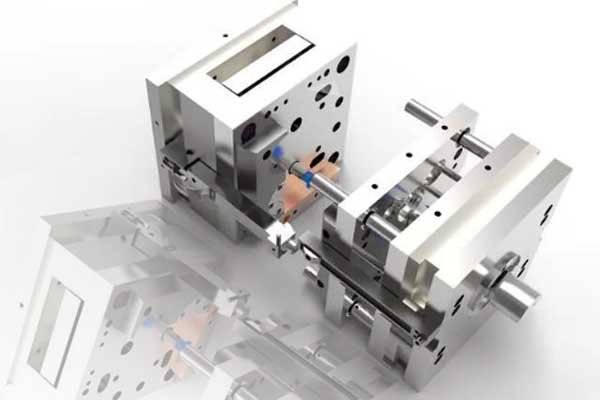
精密金型設計とプラスチック射出成形金型製造 射出成形の前に、金型加工メーカーは詳細な金型製造設計プロセスを経る必要があります。近年、精密金型設計に対する要求はますます高くなっています。金型を設計する際、プラスチック射出成形金型メーカーは、自動化された設計プログラミングとサポートツールを使用して、設計プロセスの精度と正確性を向上させ、現代の企業の射出成形金型精度に対する厳しい要求を満たす必要があります。精密射出成形加工を使用すると、プラスチック製品の品質を効果的に保証できるだけでなく、生産コストを大幅に削減できます。精密射出成形金型による大量生産は、効率的で高品質の生産を実現できます。 […]
タグアーカイブ: custom plastic injection mold for bluetooth earphone

気泡と真空気泡の欠陥は、PPSU医療用射出成形製品の欠陥であり、製品の肉厚中心部の冷却が最も遅く、表面が急速に冷却されることによって発生します。急速に収縮する表面が材料を引っ張り、製品の体積が不均一に収縮し、厚み部分にボイドが発生します。気泡は、プラスチック内の水またはガスが泡を形成するときに形成されます。気泡は、水泡と真空気泡に分けられます。透明製品の気泡は通常直接観察できますが、不透明製品の気泡は見つけにくい場合があり、切断などの手段でしか識別できません。[…]
医療用射出成形製品の色の変化は、色縞とも呼ばれ、射出成形製品の色が標準色と一致しない現象を指します。以下は、色の変化と色縞の分析とトラブルシューティング方法です。 1. 着色剤の品質が要件を満たしていない 着色剤の性能は、成形後のプラスチック部品の色の品質に直接影響します。着色剤の分散、熱安定性、粒子形態がプロセス要件を満たしていない場合、均一な色の製品を製造することは困難です。たとえば、一部の着色剤はアルミホイルまたはフレークの形をしており、[…]
フローマークは、ゲート付近のプラスチック部品の一般的な表面欠陥で、波状のマークとして現れ、ゲートを中心とした同心円を呈します。フローマークは通常、成形プロセス中のプラスチック部品の温度分布が不均一であるか、プラスチックの凝固が速すぎるために発生します。さらに、メルトフロープロセス中に乱流や冷たい材料が形成されたり、圧力保持段階で十分なプラスチックが追加されなかったりする場合があります。これらの要因により、フローマークが発生する可能性があります。フローマークの主な原因フローマークが発生する理由は次のとおりです。1. プラスチック原料の温度と金型温度が低すぎる。 […]