
フローマークは、ゲート付近のプラスチック部品の一般的な表面欠陥で、波状のマークとして現れ、ゲートを中心とした同心円を呈します。フローマークは通常、成形プロセス中のプラスチック部品の温度分布が不均一であるか、プラスチックの凝固が速すぎるために発生します。さらに、メルトフロープロセス中に乱流や冷たい材料が形成されたり、圧力保持段階で十分なプラスチックが追加されなかったりする場合があります。これらの要因により、フローマークが発生する可能性があります。フローマークの主な原因フローマークが発生する理由は次のとおりです。1. プラスチック原料の温度と金型温度が低すぎる。 […]
タグアーカイブ: abs plastic molding manufacturers

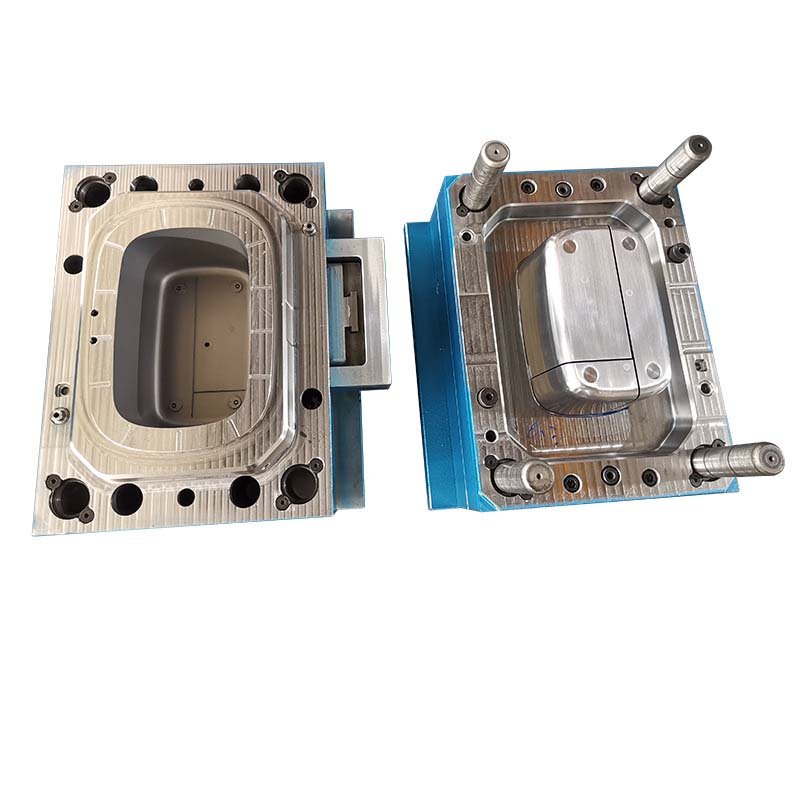
ABSプラスチック成形メーカー 成形前に、プラスチックを十分に乾燥させる必要があります。水分を含んだ材料が金型キャビティに入ると、製品の表面に銀色のリボンのような欠陥が現れ、高温で加水分解が発生し、材料の劣化を引き起こします。したがって、材料が適切な水分を維持できるように、成形前に材料を前処理する必要があります。 金型温度の設定 (i) 金型温度は成形サイクルと成形品質に影響します。実際の操作では、使用する材料の最低適正金型温度から設定し、品質条件に応じて適切に調整します。 (ii) 正確に言えば、金型温度とは、成形時の金型キャビティ表面の温度を指します […]
I. 射出成形金型 1. 金型キャビティ加工不良 金型キャビティに傷、微細孔、摩耗、粗さなどの欠陥があると、必然的にプラスチック部品に反映され、プラスチック部品の光沢が悪くなります。 このため、金型を慎重に加工して、キャビティ表面の粗さを小さくし、必要に応じてクロムメッキを研磨する必要があります。 2. キャビティ表面の汚れ キャビティ表面に油汚れ、水汚れ、または離型剤が多すぎると、プラスチック部品の表面が暗くくすんだ色になります。 このため、油汚れや水汚れを取り除く必要があります […]

電子製品のシェル加工工場の場合、射出成形工程のエネルギー消費量は約60%を占めるため、射出成形機のエネルギー消費量を効果的に削減することは、射出成形工場の省エネの重要な方法です。射出成形機自体の省エネ技術が継続的に向上するにつれて、射出成形工場全体のエネルギー消費量を削減するには、生産管理、加工技術と材料、生産工場のサポート施設からの総合的な考慮が必要です。 (I)生産工場 生産工場のレイアウトは、生産ニーズを満たすという条件下で、生産プロセスに応じてレイアウトを最適化し、顧客の要件を満たすという2つの側面に焦点を当てています。 […]