

ARグラスの射出成形品の表面光沢が悪いということは、プラスチック部品の表面が暗くて光沢がなく、透明製品の透明性が低下することを意味します。光沢が悪い理由は多く、他の射出成形欠陥もこの問題を引き起こす可能性があります。以下は、表面光沢が悪いという欠陥分析とそれに対応する解決策です。 1.金型の不良 プラスチック部品の表面は金型キャビティの複製であるため、金型表面に傷、腐食、微細孔などの欠陥があると、プラスチック部品の光沢に直接影響します。また、油、湿気、過度または不適切な使用は、プラスチック部品の光沢に直接影響します。
カテゴリーアーカイブ: Blog
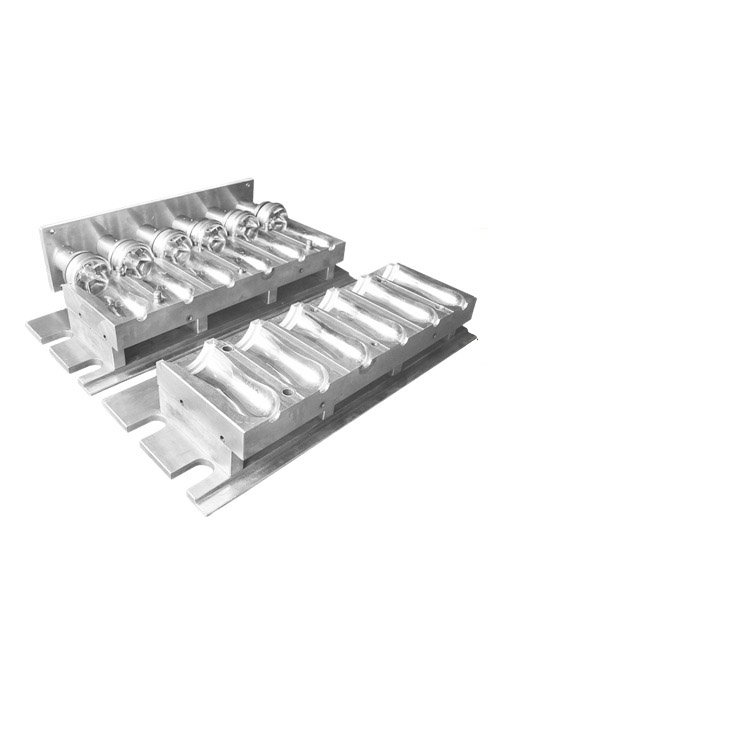
ルーター射出成形製品 金型接着とも呼ばれる不良離型は、スプルーまたは成形部品が金型にくっつくことで発生します。これは、多くの場合、射出ポートとノズルアークの接触が不十分、ゲート材料の除去が不完全、または充填材の状態が異常なために発生します。メインランナーの直径は、ゲート材料が離型中に完全に固まらないように十分に大きくする必要があります。不良離型はプラスチック射出成形における重大な問題であり、多くの場合、射出成形装置のさまざまな側面または不適切なプロセスが原因です。不十分なドラフト角度や逆ドラフト角度などの設計上の欠陥が一因となる場合もありますが、特定の状況下では成形部品の離型が不良になることがあります。強制 […]
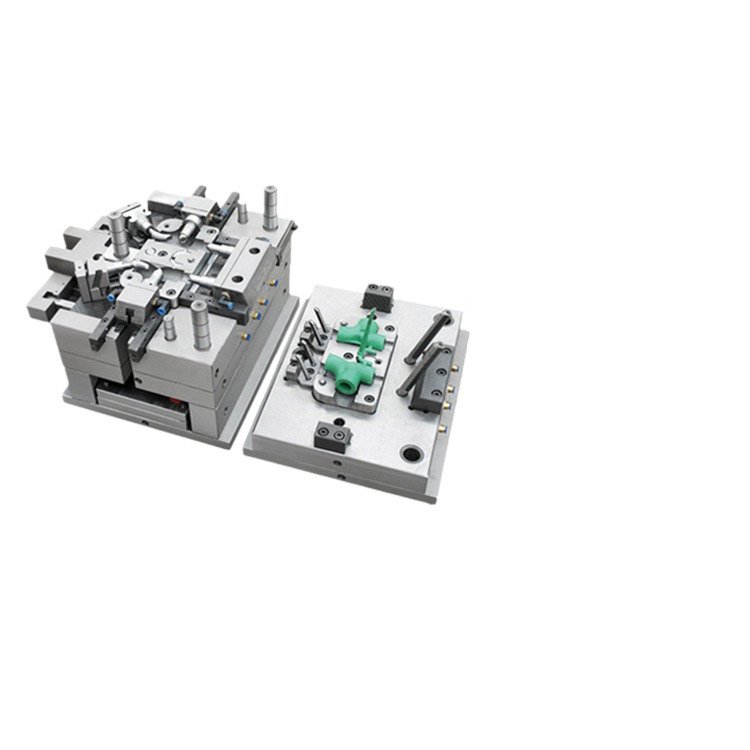
医療用射出成形製品の色の変化は、色縞とも呼ばれ、射出成形製品の色が標準色と一致しない現象を指します。以下は、色の変化と色縞の分析とトラブルシューティング方法です。 1. 着色剤の品質が要件を満たしていない 着色剤の性能は、成形後のプラスチック部品の色の品質に直接影響します。着色剤の分散、熱安定性、粒子形態がプロセス要件を満たしていない場合、均一な色の製品を製造することは困難です。たとえば、一部の着色剤はアルミホイルまたはフレークの形をしており、[…]

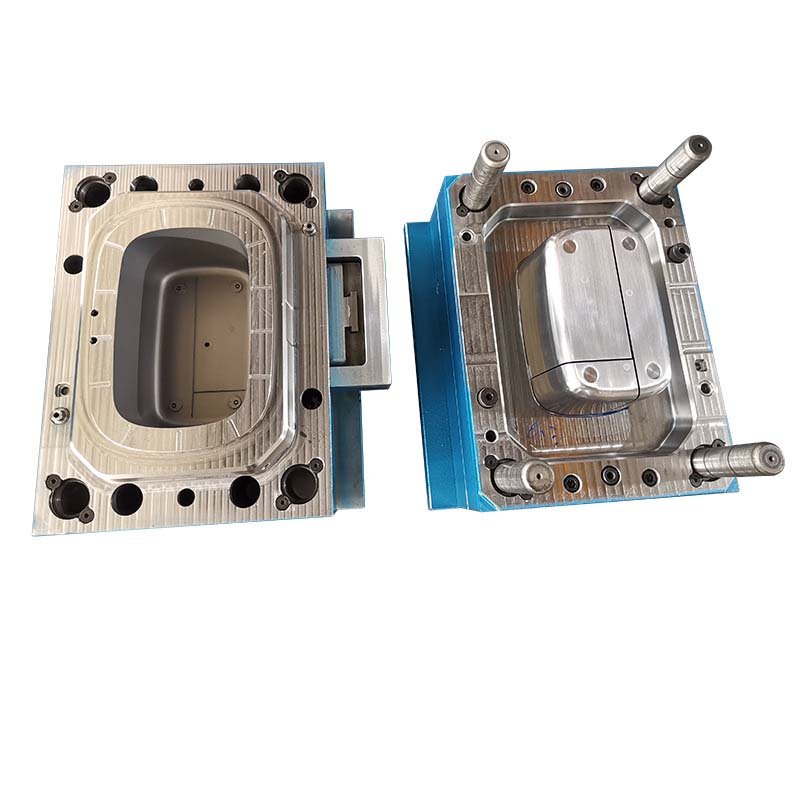
反りとは、射出成形品の形状が金型キャビティに比べて歪むことを指します。これはプラスチック製品によく見られる欠陥で、金型構造、プラスチック材料の熱物性、射出成形プロセスの条件とパラメータなど、さまざまな要因の影響を受ける可能性があります。高品質のプラスチック製品の需要が高まるにつれて、反りの程度は製品の品質を評価する上で重要な要素になっています。反り欠陥の原因 1. 分子配向の不均衡 熱可塑性プラスチックの反りは、主に分子配向の結果であるプラスチック部品の半径方向と接線方向の収縮の差によって影響を受けます。成形中 […]

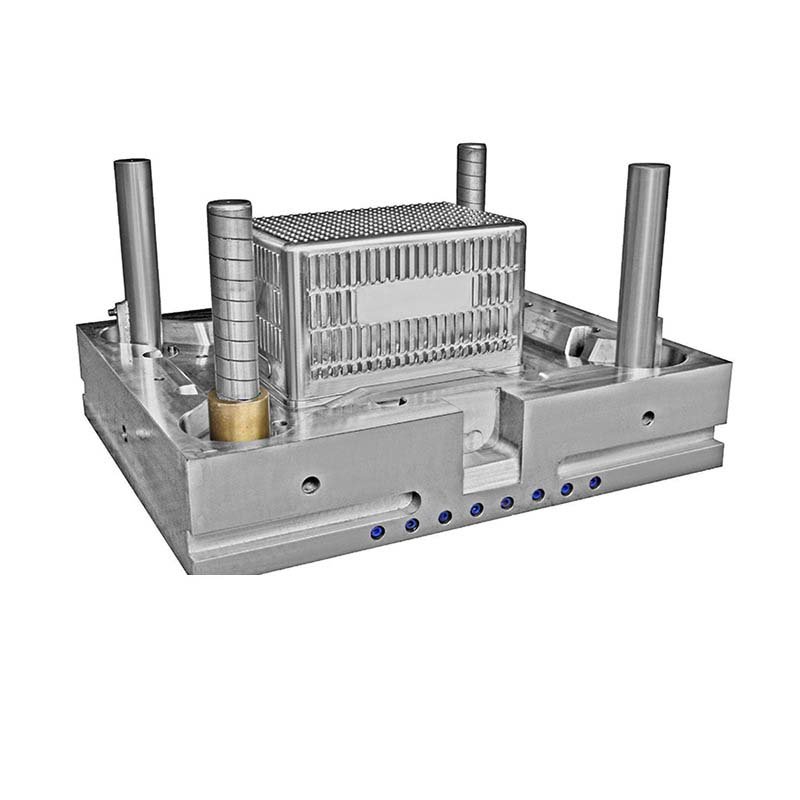
銀色の筋とは、プラスチック部品の表面に形成されるスプラッシュマークのことで、通常はプラスチック内の空気と水分の揮発、または混合後の異物プラスチックの分解と燃焼によって発生します。これらのマークは通常、ゲートから扇形に外側に放射されます。多くのプラスチックは保管中に水分を吸収します。加工前に完全に乾燥しないと、残留水分が射出成形プロセス中に水蒸気に変換され、プラスチック部品の表面にスプラッシュマークが発生します。また、プラスチックは可塑化段階で一定量の空気を閉じ込めます。この空気が成形中にスムーズに排出されない場合、プラスチック部品の表面にスプラッシュマークが発生します。
フローマークは、ゲート付近のプラスチック部品の一般的な表面欠陥で、波状のマークとして現れ、ゲートを中心とした同心円を呈します。フローマークは通常、成形プロセス中のプラスチック部品の温度分布が不均一であるか、プラスチックの凝固が速すぎるために発生します。さらに、メルトフロープロセス中に乱流や冷たい材料が形成されたり、圧力保持段階で十分なプラスチックが追加されなかったりする場合があります。これらの要因により、フローマークが発生する可能性があります。フローマークの主な原因フローマークが発生する理由は次のとおりです。1. プラスチック原料の温度と金型温度が低すぎる。 […]

フラッシュは、オーバーフロー、バリ、バリとも呼ばれ、通常、金型のパーティング位置、たとえば、ダイナミック金型とスタティック金型のパーティング面、スライダーのスライド部分、インサートの絶対ギャップ、エジェクタピンの細孔で発生します。 フラッシュの発生は、主に金型または機械のクランプ力の故障によるものです。 フラッシュの主な原因は次のとおりです。 1. 機械のクランプ力が不十分: – 機械の最大クランプ力が不十分であるため、適切なクランプ力を備えた機械を選択する必要があります。 – 機械のヒンジが […]

ショートショットとは?ショートショットは、ショートショット、充填不足、製品不満足とも呼ばれ、一般的にはショートショットと呼ばれ、材料の流れの終わりの部分的な不完全な現象、または金型内のマルチキャビティの一部、特に薄肉領域またはフローパスの終端領域の部分的な充填を指します。キャビティを充填する前に溶融物が凝縮し、キャビティに入った後に溶融物が完全に充填されず、製品に材料が不足する形で現れます。ショートショットの主な原因は、流動抵抗が大きすぎるため、溶融物が […]

射出成形部品のオーバーモールドの溶接線。金型キャビティ内の溶融プラスチックは、インサートの穴、不連続な流量の領域、および充填材料の流れが中断された領域により、複数のストランドに収束します。この低温の溶融材料は、完全に融合できないため、線状の溶接の形で収束します。また、ゲート射出成形が発生すると、溶接も生成されます。この溶接マークは、溶融材料の収束点でのみ発生します(1つのゲートを使用し、2方向から材料を合流させない製品には、通常、溶接マークはありません)、つまり、穴または[…]のある部品でのみ発生します。
プラスチック射出成形サービス:ABS プラスチック成形ガイド プラスチック射出成形の概要 ABS プラスチックとは? プラスチック射出成形の重要性 ABS プラスチック射出成形のプロセス ステップ 1:金型の設計 ステップ 2:射出成形機の準備 ステップ 3:プラスチックの射出 ステップ 4:成形製品の冷却と取り出し 射出成形で ABS プラスチックを使用する利点 耐久性と耐衝撃性 用途の多様性 コスト効率 ABS 射出成形のメリットがある業界 医療分野 自動車産業 電子機器および電動工具 玩具製造 カナダで適切なプラスチック射出成形会社を見つける 考慮すべき主な要因 カナダのトッププラスチック射出成形会社 […]