

Tijekom procesa injekcijskog prešanja kućišta elektroničkih proizvoda, krhko pucanje čest je problem koji može biti uzrokovan različitim čimbenicima. Slijede analize i prijedlozi poboljšanja za kalupe, opremu, sirovine, procese i dizajn proizvoda. 1. Aspekt kalupa 1. Veličina vrata: Ako su vrata premala, razmislite o prilagodbi […]
Arhive oznaka: Electronic product shell processing factory

Bljesak, također poznat kao preljev, neravnine ili neravnine, obično se javlja na mjestu razdvajanja kalupa, kao što je površina razdvajanja dinamičkog kalupa i statičkog kalupa, klizni dio klizača, apsolutni razmak umetka i pora igle za izbacivanje. Stvaranje bljeskalice je u velikoj mjeri […]
1. Pigmenti i aditivi za boje Drugi način da se utvrdi jesu li plastični dijelovi originalni je miješanje plastičnih dijelova s pigmentima ili bojama. Tvornice za obradu kućišta elektroničkih proizvoda koriste spektrometre za analizu izloženih dijelova i ultraljubičastih područja. Ti pigmenti ili boje pokazat će jedinstvene uzorke. Čak i ako krivotvoritelji koriste vrlo slične boje na svojim […]

Tvornica za preradu ljuske elektroničkog proizvoda nakon što se odredi formula masterbatch-a za punjenje, proces granulacije je važan čimbenik koji određuje kvalitetu masterbatch-a. (1) Temperatura zagrijavanja Temperatura zagrijavanja ovisi o točki omekšavanja ili temperaturi taljenja nosive smole. Što je viša točka omekšavanja ili temperatura taljenja […]

1. Proizvodi za injekcijsko prešanje AR naočala stvaranje bijelih linija 1.1 Mikroskopsko objašnjenje bijelih linija: Kada je plastika podvrgnuta vlačnom naprezanju, zbog koncentracije naprezanja stvaraju se područja deformacije u obliku kavitacijskih traka. Ova prugasta ravna područja snažno reflektiraju vidljivu svjetlost, stvarajući srebrno-bijeli sjaj na površini materijala, obično poznat kao bijele linije. […]

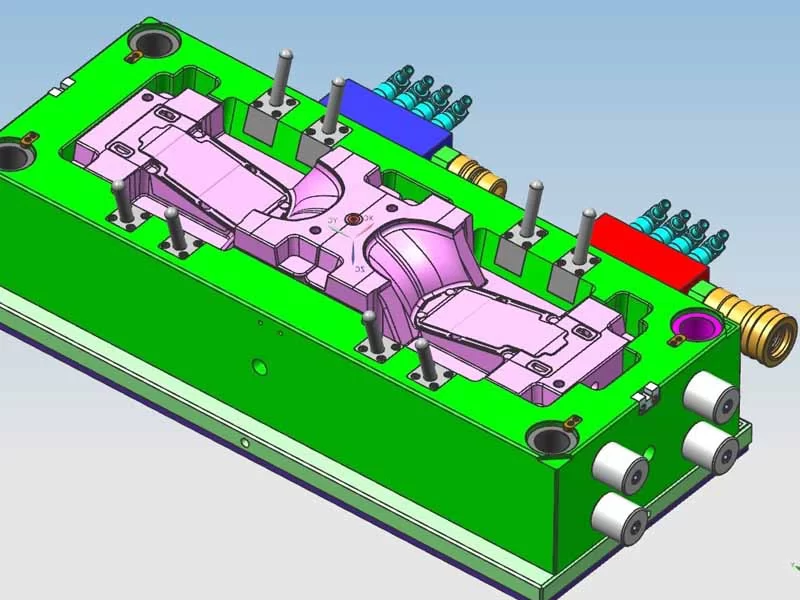
U kalupima za injekcijsko prešanje potrebno je ispitati različita svojstva kalupa pri normalnom radu stroja za injekcijsko prešanje i kalupa, te treba izmjeriti dimenzije konačno oblikovanih plastičnih dijelova. Ovi se podaci mogu koristiti za određivanje trenutnog stanja kalupa, otkrivanje gdje su šupljina, jezgra, rashladni sustav i […]

Tvrtke za ugovornu proizvodnju plastike Defekti brizganja plastike: uzroci i rješenja Defekti punjenja Defekti punjenja često rezultiraju nepotpunim punjenjem ili kolapsom rubova, što dovodi do neispravnih proizvoda, izgubljenog materijala, rada i vremena. Mogući uzroci uključuju: Temperatura mlaznice: Preniska Opskrba materijalom: Nedovoljna tečljivost: Slab tlak ubrizgavanja: Preniska Vrata: Premala ili nepravilno postavljena Površina kalupa: […]
Faktor 1: Kada se plastika ubrizgava u veliku šupljinu pod visokim pritiskom, vrlo je vjerojatno da će doći do loma taline. U to vrijeme se pojavljuju poprečni lomovi na površini taline, a područje loma je grubo pomiješano s površinom plastičnog dijela kako bi se formiralo spaljeno mjesto. Pogotovo kada je mali […]
Uvod Uz kontinuirano poboljšanje tehnologije brizganja automobila, imperativ je minimizirati problem skupljanja plastičnog brizganja i poboljšati kvalitetu proizvoda. Rješenje Skupljanje nastalo u debljim dijelovima dijelova za brizganje plastike, kao što su rebra ili izbočine, ozbiljnije je od onog u susjednim položajima. To je zato što […]