
Сляды цячэння - гэта звычайныя дэфекты паверхні пластыкавых дэталяў каля засаўкі, якія выглядаюць у выглядзе хвалістых плям і ўяўляюць сабой канцэнтрычны круг з цэнтрам на засаўцы. Сляды цячэння звычайна ўзнікаюць з-за нераўнамернага размеркавання тэмпературы пластыкавых дэталяў у працэсе фармавання або занадта хуткага застывання пластыка. Акрамя таго, у працэсе цячэння расплаву […]
Архівы тэгаў: abs plastic molding manufacturers

ABS пластыкавыя ліццё вытворцы перад фармаваннем, пластык павінен быць цалкам высушаны. Калі матэрыялы, якія змяшчаюць ваду, трапляюць у паражніну формы, на паверхні прадукту з'яўляюцца дэфекты, падобныя на срэбную стужку, і пры высокіх тэмпературах будзе адбывацца нават гідроліз, што прывядзе да дэградацыі матэрыялу. Такім чынам, матэрыял павінен быць папярэдне апрацаваны перад фармаваннем, каб матэрыял мог падтрымліваць адпаведныя […]
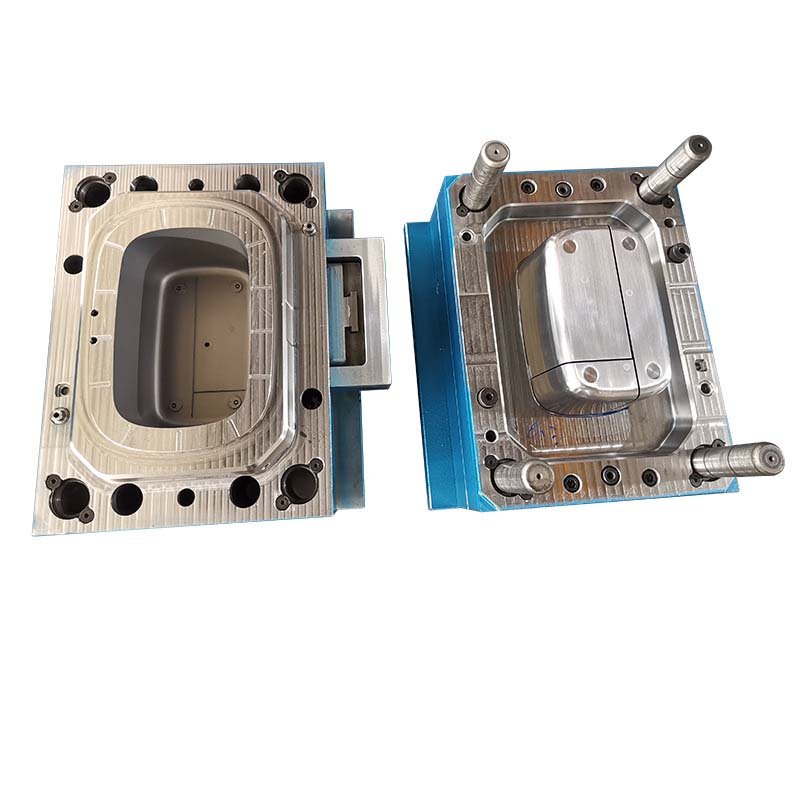
I. Форма для ліцця пад ціскам 1. Дрэнная апрацоўка паражніны формы. Калі ў паражніны формы ёсць шнары, мікрапоры, знос, шурпатасць і іншыя недахопы, гэта непазбежна адаб'ецца на пластыкавых дэталях, робячы пластыкавыя дэталі дрэнным бляскам. Для гэтага форму неабходна старанна апрацаваць, каб паверхня паражніны мела меншую шурпатасць, а […]

Для фабрыкі па апрацоўцы корпуса электронных вырабаў спажыванне энергіі ў працэсе ліцця пад ціскам складае каля 60%, таму эфектыўнае зніжэнне энергаспажывання машын для ліцця пад ціскам з'яўляецца важным спосабам эканоміі энергіі на фабрыках ліцця пад ціскам. Дзякуючы бесперапыннаму ўдасканаленню энергазберагальнай тэхналогіі саміх машын для ліцця пад ціскам, памяншаючы […]