
Ключевые моменты проектирования пресс-форм для производителей корпусов зарядных устройств
После получения заказа, Производители литьевых формовочных машин для зарядных устройств Сначала необходимо изучить производственный процесс в соответствии с требованиями заказчика и предоставить образцы для проверки заказчиком. Если образец квалифицирован, массовое производство может быть осуществлено после того, как две стороны договорятся о цене. В процессе изучения производственного процесса проектирование пресс-формы является решающим шагом. Сегодня мы узнаем о ключевых моментах проектирования пресс-формы через производителя оболочки зарядного устройства.
Обычно производитель корпуса зарядного устройства просит инженеров предложить несколько методов производства и проводит сравнительный анализ, чтобы найти наиболее подходящее решение. В ходе анализа производитель учитывает осуществимость процесса литья под давлением и экономичность производства, чтобы гарантировать, что выбранное решение может соответствовать требованиям заказчика к качеству. После определения плана производства производитель проектирует соответствующую пресс-форму в соответствии с планом.
Во-первых, необходимо определить поверхность разъема и количество полостей. Поверхность разъема — это поверхность в форме, которая находится в непосредственном контакте с продуктом, что влияет на форму и состояние заливки продукта. В соответствии с типом и структурными характеристиками продукта проектируются полость и сердечник, а также выбирается соответствующий материал для изготовления. Во-вторых, производитель оболочки зарядного устройства также должен спроектировать заливочное отверстие, и его форма, количество и размер повлияют на качество оболочки зарядного устройства.
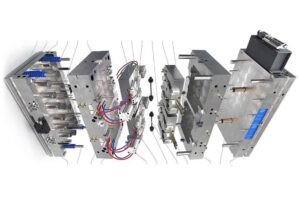
Кроме того, производители также должны обращать внимание на конструкцию полости холодного материала, чтобы обеспечить бесперебойное использование формы. Функция полости холодного материала заключается в сборе переднего холодного материала в расплаве пластика, чтобы предотвратить засорение им литника или попадание в полость, тем самым избегая таких дефектов, как недостаточное заполнение или влияние на прочность сварки изделия. Обычные конструкции полости холодного материала включают полость холодного материала с I-образной стяжкой, перевернутую коническую полость холодного материала с толкателем и сферическую полость холодного материала с стяжкой. Производителям корпусов зарядных устройств необходимо выбрать соответствующую схему конструкции в соответствии с характеристиками изделия.