
Ключавыя моманты распрацоўкі формы для вытворцаў корпуса зараднай прылады
Пасля атрымання замовы, ст Вытворцы зараднай прылады для ліцця пад ціскам спачатку трэба вывучыць вытворчы працэс у адпаведнасці з патрабаваннямі заказчыка і прадаставіць узоры для агляду кліентам. Калі ўзор кваліфікаваны, масавая вытворчасць можа быць ажыццёўлена пасля таго, як абодва бакі дамовяцца аб цане. У працэсе вывучэння вытворчага працэсу дызайн формы з'яўляецца вырашальным этапам. Сёння мы даведаемся аб ключавых момантах канструкцыі прэс-формы ад вытворцы корпуса зараднай прылады.
Звычайна вытворца корпуса зараднай прылады просіць інжынераў прапанаваць некалькі метадаў вытворчасці і правесці параўнальны аналіз, каб знайсці найбольш прыдатнае рашэнне. У ходзе аналізу вытворца разгледзіць мэтазгоднасць працэсу ліцця пад ціскам і эканамічнасць вытворчасці, каб гарантаваць, што абранае рашэнне можа адпавядаць патрабаванням кліента да якасці. Пасля таго, як план вытворчасці вызначаны, вытворца распрацуе адпаведную форму ў адпаведнасці з планам.
Спачатку неабходна вызначыць паверхню раздзялення і колькасць паражніны. Раздзяляльная паверхня - гэта паверхня ў форме, якая знаходзіцца ў непасрэдным кантакце з прадуктам, што ўплывае на форму і стан залівання прадукту. У адпаведнасці з тыпам і канструктыўнымі характарыстыкамі выраба распрацоўваецца паражніна і стрыжань, а таксама выбіраецца адпаведны матэрыял для вырабу. Па-другое, вытворца корпуса зараднай прылады таксама павінен распрацаваць адтуліну для разліву, і яго форма, колькасць і памер будуць уплываць на якасць корпуса зараднай прылады.
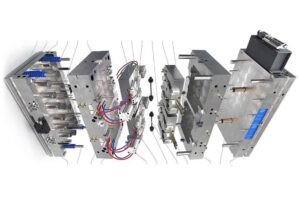
Акрамя таго, вытворцы таксама павінны звярнуць увагу на канструкцыю паражніны халоднага матэрыялу, каб забяспечыць бесперашкоднае выкарыстанне формы. Функцыя паражніны халоднага матэрыялу заключаецца ў зборы пярэдняга халоднага матэрыялу ў расплаве пластыка, каб прадухіліць яго засмечванне засаўкі або трапленне ў паражніну, пазбягаючы такім чынам такіх дэфектаў, як недастатковае запаўненне або ўплыў на трываласць зваркі прадукту. Звычайныя канструкцыі паражніны для халоднага матэрыялу ўключаюць у сябе паражніну для халоднага матэрыялу з I-вобразнай сцяжкай, паражніну з перавернутым конусам для халоднага матэрыялу са штурхачом і сферычную паражніну для халоднага матэрыялу з сцяжкай. Вытворцы абалонкі зараднай прылады павінны выбраць адпаведную канструктыўную схему ў адпаведнасці з характарыстыкамі вырабы.